钎焊前必须仔细地清除工件表面的氧化物、油脂、污物及油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头问隙。有时,为了改善母材的钎焊性、提高钎焊接头的耐蚀性,钎焊前还必须将零件预先镀覆某种金属层。
1.清除油污
油污可用有机溶剂去除。常用的有机溶剂有酒精、四氯化碳、汽油、三氯乙烯、二氯乙烷及三氯乙烷等。
小批生产时可将零件浸在有机溶剂中清洗干净。大批生产中应用最广的是在有机溶剂中脱脂。此外,在热的碱溶液中清洗也可得到满意的效果。例如钢制零件可浸入70~80℃的10%苛性钠溶液中脱脂,铜和铜合金零件可在50g磷酸三钠、50g碳酸氢钠加1L水的溶液内清洗,溶液温度为60~80℃。零件的脱脂也可在洗涤剂中进行。脱脂后用水仔细清洗。当零件表面能完全被水润湿时,表明表面油脂已去除干净。对于形状复杂而数量很大的小零件,也可在专门的槽子中用超声波清洗。
2.清除氧化物
钎焊前,零件表面的氧化物可用机械方法、化学侵蚀法和电化学侵蚀方法去除。
机械方法清理时可采用锉刀、金属刷、砂布、砂轮、喷砂等去除零件表面的氧化膜。其中,锉刀和砂布清理用于单件生产,清理时形成的沟槽还有利于钎料的润湿和铺展;批量生产时用砂轮、金属刷、喷砂等方法。铝和铝合金、钛合金的表面不宜用机械清理法。
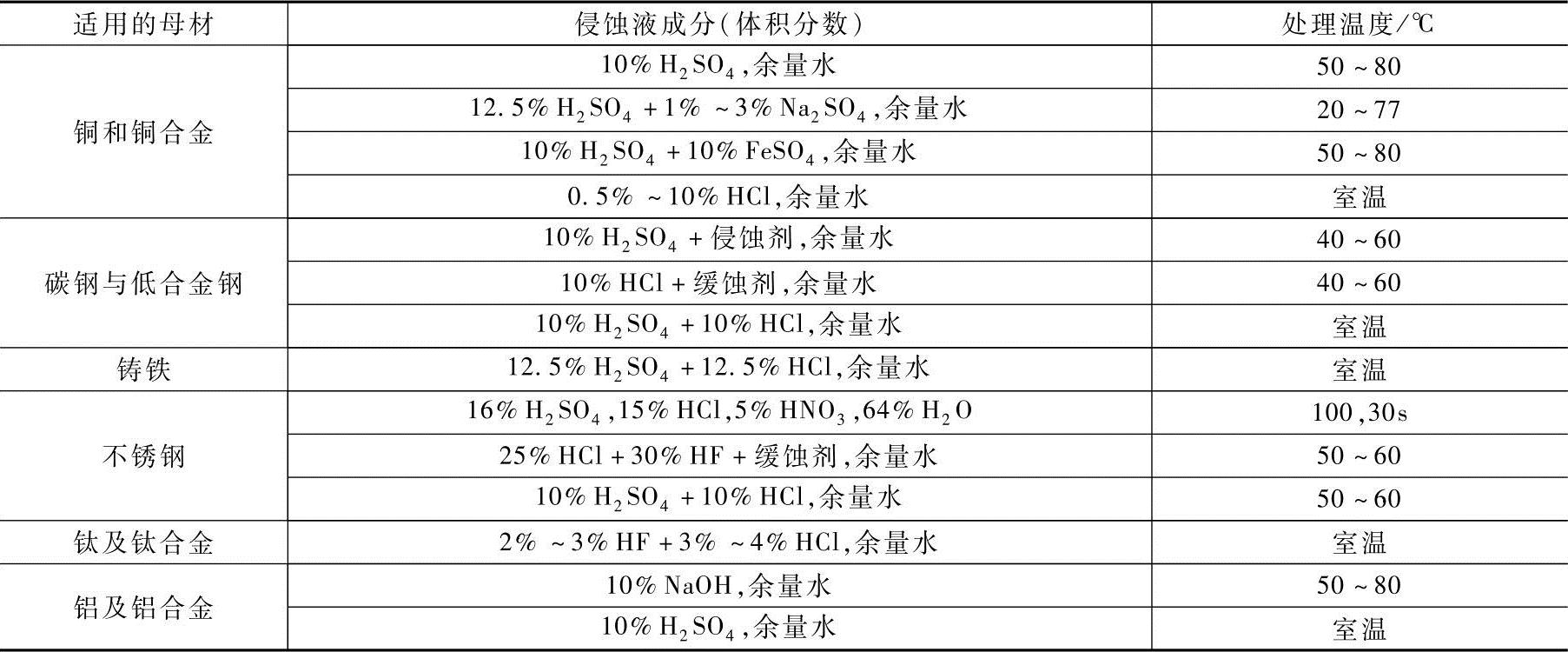
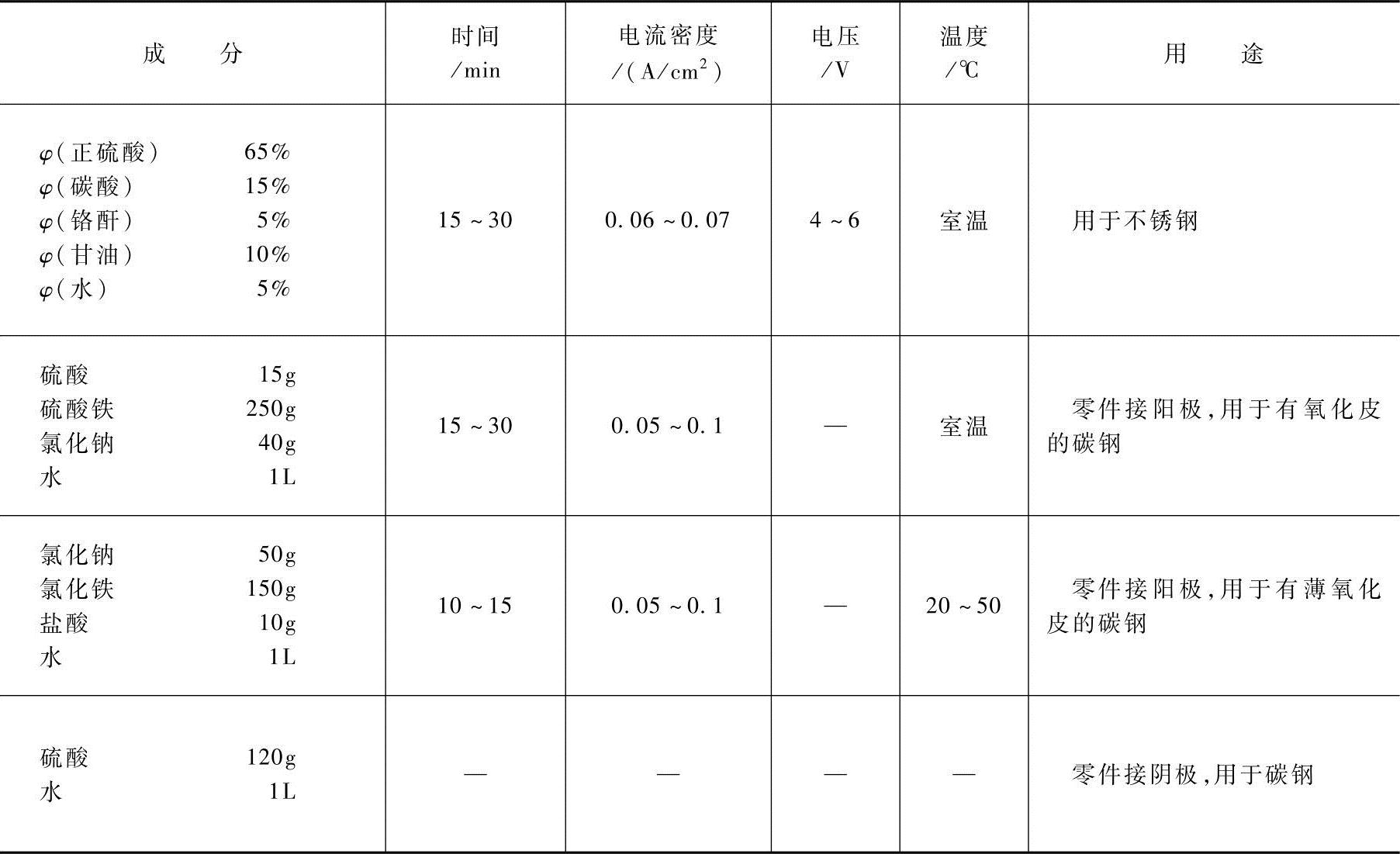
由于生产率比较高,化学侵蚀法广泛用于清除零件表面的氧化物,特别是批量生产中,但要防止表面的过侵蚀。适用于不同金属的化学侵蚀液成分列于表21-9。对于大批量生产及必须快速清除氧化膜的场合,可采用电化学侵蚀法(表21-10)。
表21-9 化学浸蚀液成分
 (www.daowen.com)
(www.daowen.com)
表21-10 电化学侵蚀
化学侵蚀和电化学侵蚀后,还应进行光泽处理或中和处理(表21-11),随后在冷水或热水中洗净,并加以干燥。
3.母材表面镀覆金属
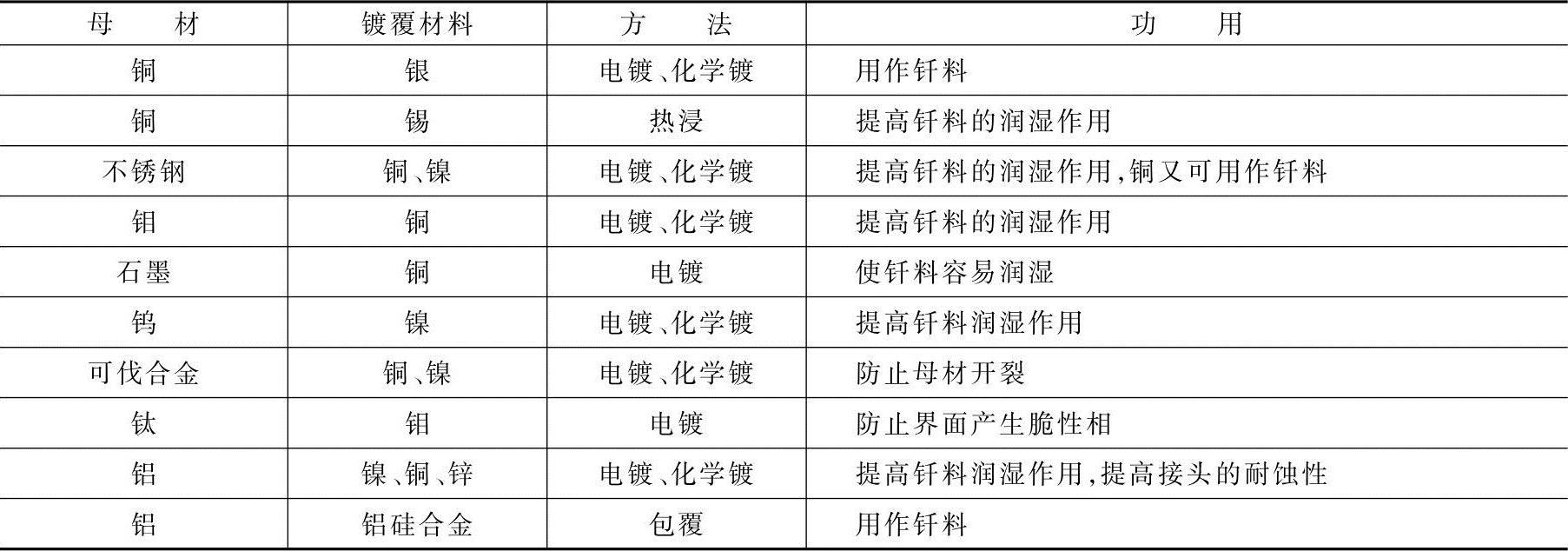
在母材表面镀覆金属,其主要目的是:①改善一些材料的钎焊性,增加钎料对母材的润湿能力;②防止母材与钎料相互作用对接头质量产生不良的影响,如防止产生裂纹,减少界面产生脆性金属问化合物;③作为钎料层,以简化装配过程和提高生产率。某些母材的镀覆金属使用情况列于表21-12。在母材表面镀覆金属可用不同的方法进行,常用的有电镀、化学镀、熔化钎料中热浸、轧制包覆等。
表21-11 光泽处理或中和处理

表21-12 预镀覆的使用情况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






