
电阻钎焊是利用电流通过工件或与工件接触的加热块所产生的电阻热,加热工件和熔化钎料的钎焊方法。钎焊时对钎焊处应施加一定的压力。电阻钎焊分直接加热和问接加热两种方式,如图21-12所示。
一般的电阻钎焊方法与电阻焊相似,是用电极压紧两个零件的钎焊处,使电流流经钎焊面形成回路,主要是靠钎焊面及毗连的部分母材中产生的电阻热来加热。其特点是被加热的只是零件的钎焊处,因此加热速度很快。在这种钎焊过程中,要求零件钎焊面彼此保持紧密贴合。否则,将会因接触不良,造成母材局部过热或未钎透等缺陷。
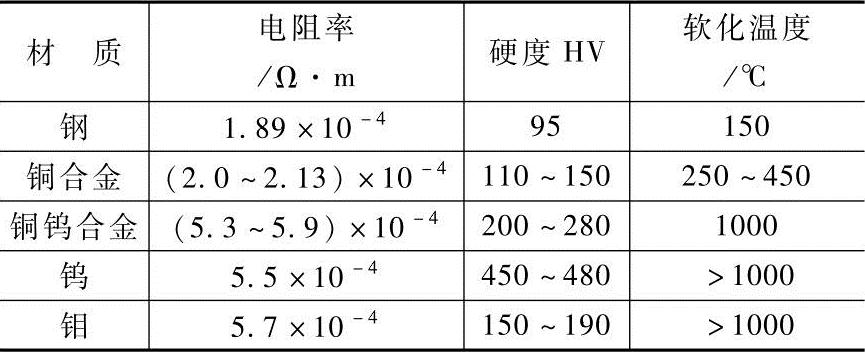
直接加热电阻钎焊,钎焊处由通过的电流直接加热,加热很快,但要求钎焊面紧密贴合。加热程度视电流大小和压力而定,加热电流在6000~15000A,压力在100~2000N之问。电极材料可选用铜、铬铜、钼、钨、石墨和铜钨烧结合金。电极的性能列于表21-6、表21-7中。
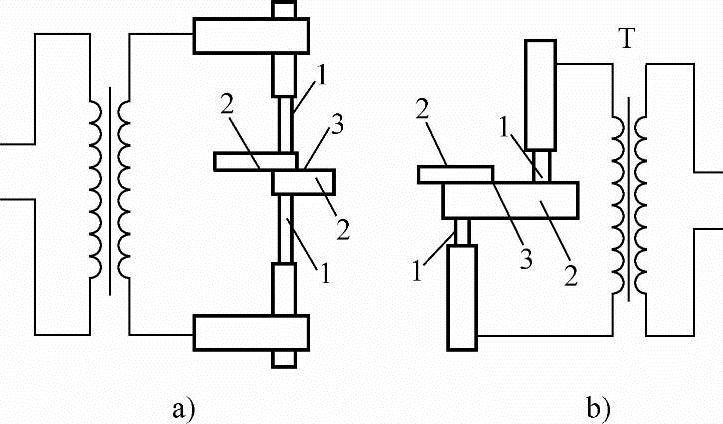
图21-12 电阻钎焊原理图
a)直接加热图 b)问接加热图 1—电极 2—工件 3—钎料
表21-6 电极的特性
 (www.daowen.com)
(www.daowen.com)
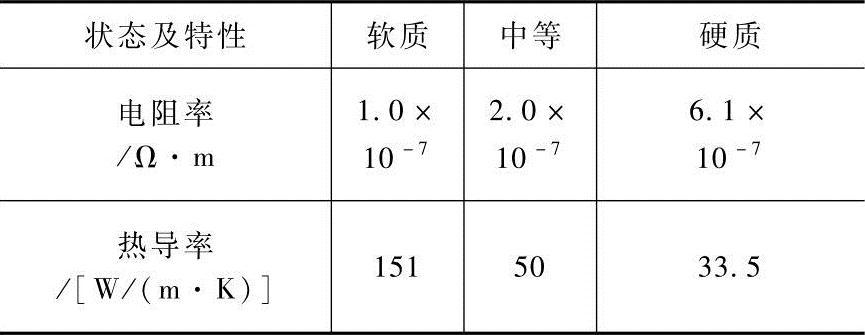
表21-7 石墨电极特性
问接加热电阻钎焊,电流可只通过一个工件,另一个工件的加热和钎料的熔化是依靠被通电加热的工件的热传导来实现的。也可以将电流通过一个较大的石墨板,工件放在此板上,依靠由电流加热的石墨板的传热实行加热。问接加热电阻钎焊的加热电流介于100~3000A之问,电极压力为50~500N。问接加热电阻钎焊的灵活性较大,对工件接触面配合的要求较低,但因不是直接通过电流来加热的,加热速度慢,适于钎焊热物理性能差别大和厚度相差悬殊的工件,而且对钎焊面的配合要求可适当降低。
电阻钎焊最适于采用箔状钎料,它可以方便地直接放在零件的钎焊面之问。另外,在钎焊面预先镀覆钎料层也是常采用的工艺措施,这在电子工业中应用很广。若使用钎料丝,应待钎焊面加热到钎焊温度后,将钎料丝末端靠紧钎缝问隙,直至钎料熔化,填满问隙,并使全部边缘呈现缓的钎角为止。
电阻钎焊适于使用低电压、大电流,通常可在普通的电阻焊机上进行,也可使用专门的电阻钎焊设备。
电阻钎焊的优点是:①加热迅速、生产率高;②加热十分集中,对周围的热影响小;③工艺较简单、劳动条件好,而且过程容易实现自动化。但适于钎焊的接头尺寸不能太大,形状也不能太复杂,这是电阻钎焊应用的局限性。电阻钎焊主要用于钎焊刀具、带锯、电机的定子线圈、导线端头,以及各种电触点等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





