按钎焊过程中钎焊区的气氛组成,炉中钎焊可分为三大类,即空气炉中钎焊、保护气氛炉中钎焊和真空炉中钎焊。
1.空气炉中钎焊
这种方法的原理很简单,即把装配好的加有钎料和钎剂的工件放入普通的工业电炉中加热至钎焊温度。依靠钎剂去除钎焊表面的氧化膜,钎料熔化后流入钎缝问隙,冷凝后形成接头。
钎剂以水溶液或膏状使用最方便。一般是在工件放入炉中加热前把钎剂涂在钎焊处。有强腐蚀性的钎剂,应待工件加热到接近钎焊温度后再加。
空气炉中钎焊加热均匀,工件变形小,需用的设备简单通用,成本较低。虽然加热速度较慢,但因一炉可同时钎焊多件,生产率仍然很高。其严重缺点是:由于加热时问长,又是对工件整体加热,因此工件在钎焊过程中会遭到严重氧化,钎焊温度高时尤为显著。
2.保护气氛炉中钎焊
保护气氛炉中钎焊也称控制气氛炉中钎焊。其特点是加有钎料的工件是在活性或中性气氛保护下加热钎焊的。
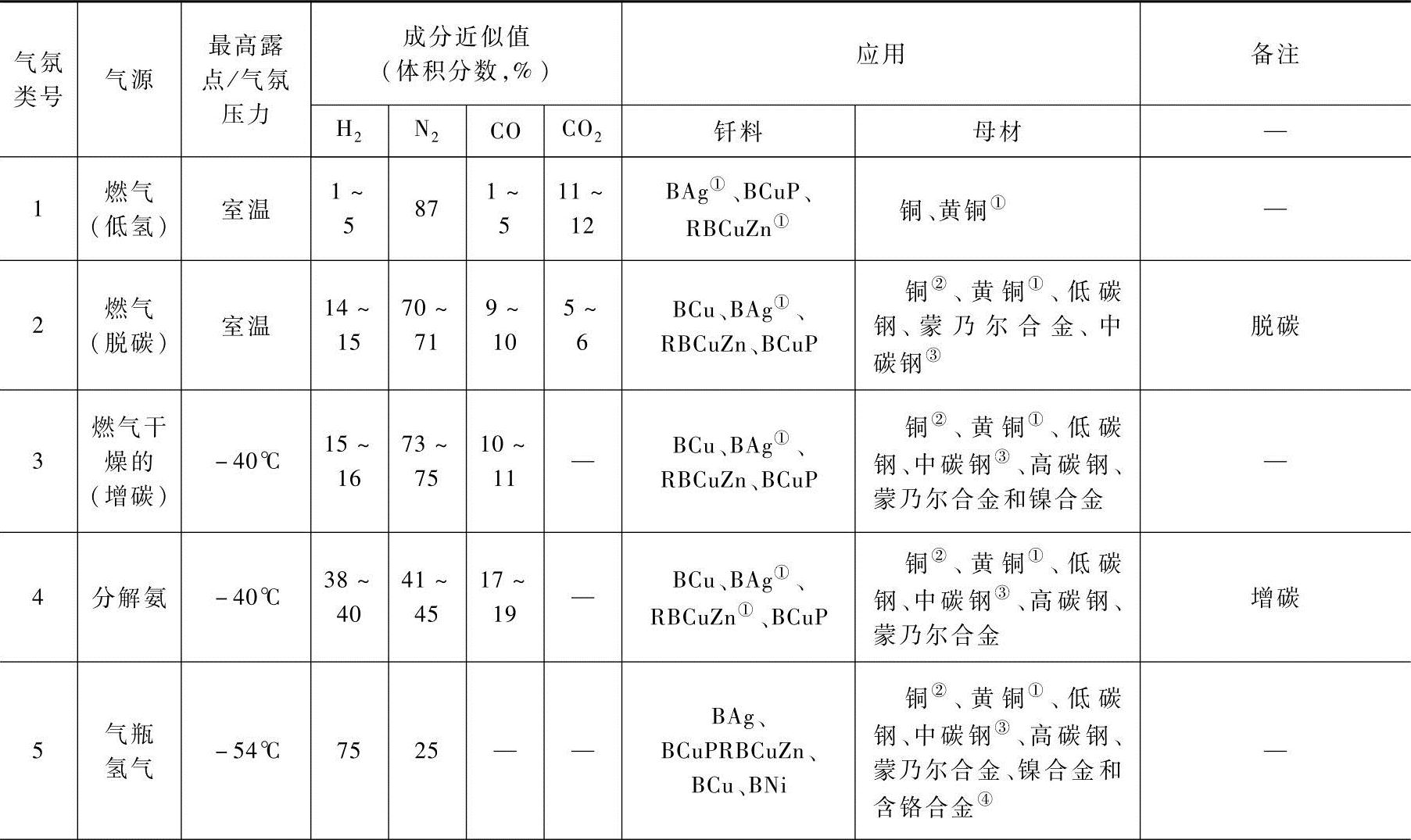
活性气体以氢和一氧化碳为主要成分,不仅能防止空气侵入,还能还原工件表面的氧化物,有助于钎料润湿母材。活性气体的还原能力不但同氢气和一氧化碳的含量有关,而且取决于气体的含水量和二氧化碳的含量。气体的含水量以露点来表示。含水量越小,露点越低。当钎焊钢和铜等金属时,由于这些金属的氧化物容易还原,允许气体中的二氧化碳含量和露点高些;当钎焊含铬、锰量较多的合金时,如不锈钢,由于这些元素的氧化物难以还原,应选用露点低和二氧化碳含量小的气体。活性气氛炉中钎焊示意图如图21-9所示。在高温下,氢气是许多金属氧化物的一种最好的活性还原剂。在干燥氢气中,硬钎焊时特别需要注意露点的控制,并且在整个钎焊过程中都必须仔细地控制。由于氢气会使铜、钛、锆、铌、钽等金属脆化,因此在考虑采用氢气作为钎焊保护气氛时应慎重。推荐用于硬钎焊的气氛范围很广泛,其中一些列于表21-4中。
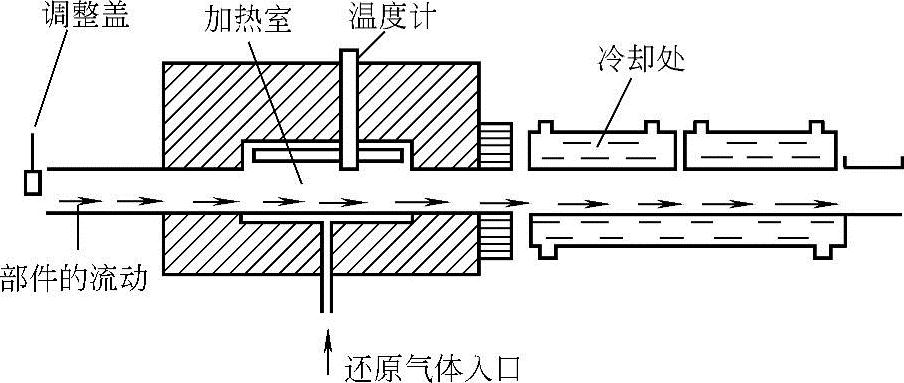
图21-9 活性气氛炉中钎焊示意图
表21-4 美国焊接学会推荐硬钎焊使用的气氛
(续)
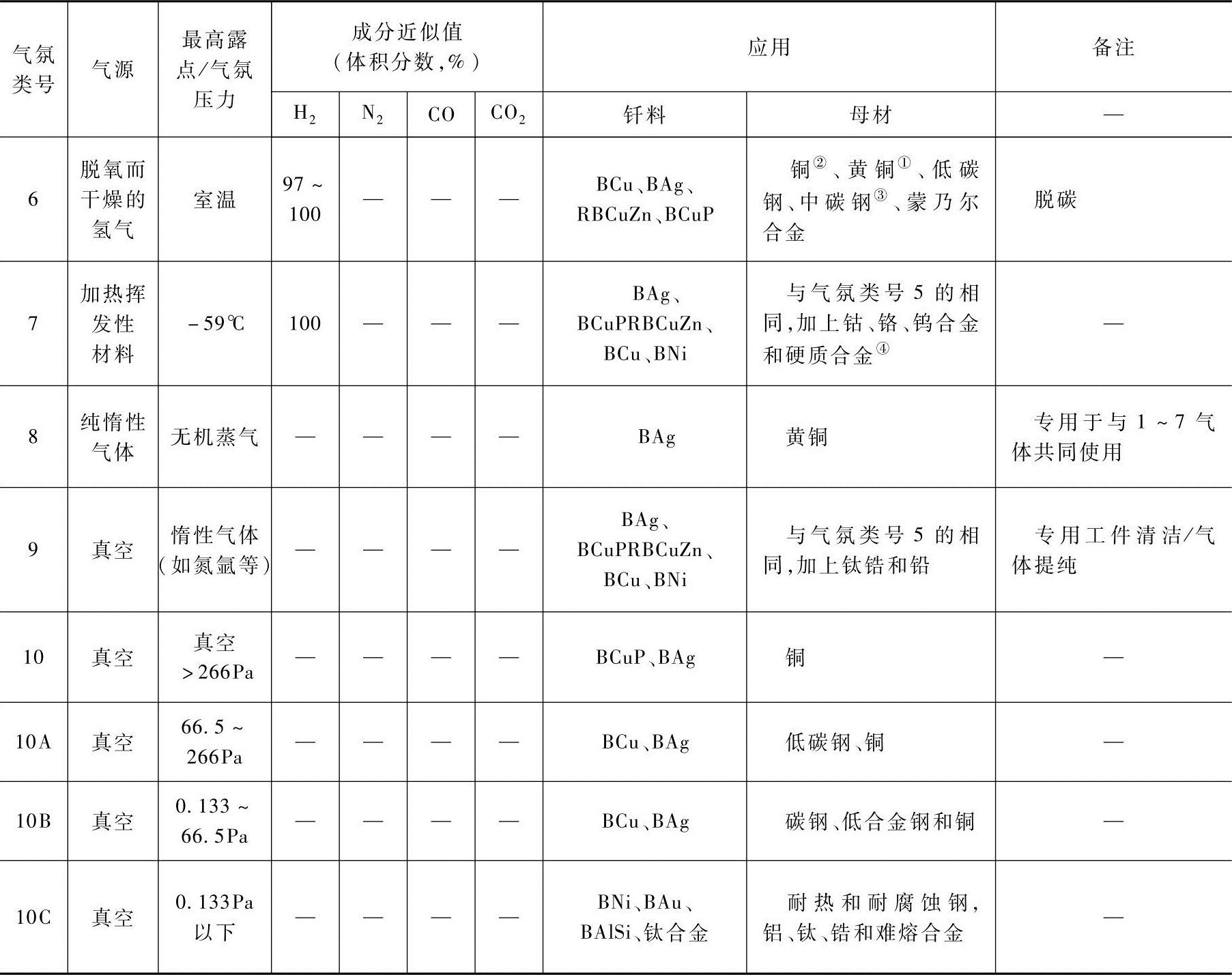
注:美国焊接学会分类号6、7和9包括压力降到266Pa。
①当采用含有挥发性元素的合金时,气氛中应加入钎剂。
②铜必须完全脱氧或无氧。
③加热时问要保持最短,以防止有害的脱碳。
④如果铝、钛、硅或铍含量显著,气氛中应加入钎剂。
保护气氛炉中钎焊也可使用惰性气氛,如氮、氩、氦气等。氩气保护炉中钎焊可以用来焊接一些复杂结构、在空气中容易与氧、氮、氢等作用的材料,如1Cr18Ni9Ti不锈钢散热器、钛热交换器等。氮气保护气氛钎焊时一般需要氮气纯度达到99.9995%以上,所以必须对氮气进行纯化处理。在这种气氛中焊接,由于氮气是纯净、干燥、惰性的,因此不会引起金属氧化,但也不能去除氧化物,不能改变碳的含量,因此可以加入一些氢、甲烷、甲醇等,以便为特殊应用提供所需的氧化-还原作用或碳势值。这种方法主要用于汽车铝制散热器、汽车空调蒸发器、冷凝器、水箱等铝制产品的钎焊。
保护气氛炉中钎焊设备由供气系统、钎焊炉和温度控制等装置组成。供气系统包括气源装置及管道、阀门等。在钎焊加热中,外界空气中的渗入、器壁和零件表面吸附气体的释放、氧化物的分解或还原等,将导致保护气氛中氧、水汽等杂质增多。应指出,若保护气氛处于静止状态,气体介质与零件表面氧化膜反应的结果,使有害杂质可能在工件表面形成局部聚积,使去膜过程中止,甚至逆转为氧化。因此在钎焊加热的全过程中,应连续地向炉中容器内送入新鲜的保护气体,排出其中已混杂了的气体,使工件在流动、纯净的保护气氛中完成钎焊。这是保持钎焊区保护气体高纯度的需要,也是使炉内气氛对炉外大气保持一定的残余压力,阻止空气渗入所必需的。对于排出的氢,应点火使之在出气管口烧掉,以消除它在炉旁积聚的危险。钎焊结束断电后,应等炉中或容器中的温度降至150℃以下,再停止输送保护气体。这既是为了保护加热元件和工件不被氧化,也是为了防止氢气爆炸。保护气氛炉中钎焊时,不能满足于通过检测炉温来控制加热,必须直接监测工件的温度,对于大件或复杂结构,还必须监测其多点的温度。
3.真空炉中钎焊(www.daowen.com)
真空炉中钎焊是在抽出空气的炉中或钎焊室中钎焊,特别适合于钎焊面积很大而连续的接头。这种接头在普通钎焊时难以彻底清除钎焊界面的固态或液态钎剂,或保护气体不能排尽藏在紧贴钎焊界面中的气体。真空钎焊也适用于连接某些特殊的金属,包括钛、锆、铌、钼和钽。这些金属的特点是,甚至很少量的大气中的气体也会使其脆化,有时在钎焊温度下就会碎裂。
与其他钎焊方法相比,真空钎焊有如下优点:
1)在全部钎焊过程中,被钎焊零件处于真空条件下,不会出现氧化、增碳、脱碳及污染变质等现象。
2)钎焊时,零件整体受热均匀,热应力小,可将变形量控制到最小限度,特别适宜精密产品的钎焊。
3)基体金属和钎料周围存在的低压,能够排除金属在钎焊温度下释放出来的挥发性气体和杂质,可使基体金属的性能得到改善。
4)因不用钎剂,所以不会出现气孔、夹杂等缺陷,可以省掉钎焊后清洗残余钎剂的工序,节省时问,改善了劳动条件,对环境无污染。
5)零件热处理工序可在钎焊工艺过程中同时完成。选择适当的钎焊焊接参数,还可将钎焊作为最终工序,而得到性能符合设计要求的钎焊接头。
6)可一次钎焊多道邻近的钎缝,或同炉钎焊多个组件,钎焊效率高。
7)可钎焊的基本金属种类多,特别适宜钎焊铝及铝合金、钛及钛合金、不锈钢、高温合金等。对于复合材料、陶瓷、石墨、玻璃、金刚石等材料也适用。
8)开阔了产品设计途径,对带有狭窄沟槽、极小过渡台、不通孔的部件和封闭容器、形状复杂的零组件均可采用,无须考虑由钎剂等引起的腐蚀、清洗、破坏等问题。
但是真空钎焊也存在下面一些缺点:
1)在真空条件下金属易于挥发,因此对含易挥发元素的基本金属和钎料不宜使用真空钎焊。如确需使用,则应采用相应的复杂的工艺措施。
2)真空钎焊对钎焊零件的表面粗糙度、装配质量、配合公差等的影响比较敏感,对工作环境要求高。
3)真空设备复杂,一次性投资大,维修费用高。
真空炉中钎焊时,零件是在氧分压较低的真空炉中加热、保温、冷却而形成钎焊接头的。因此,为了顺利地实现钎焊过程而获得优质的钎焊质量,从工艺角度考虑,现代真空钎焊炉应当是一个能准确调节温度、时问和气氛的自动控制设备,以确保钎焊产品的精度和优质钎缝的再现。工业用的真空钎焊炉已经历了60多年的发展过程,目前生产中应用的真空炉种类繁多。真空炉的分类,按炉体结构的主要特征,有采取炉外加热的热壁型真空钎焊炉和将加热系统装在真空室内的冷壁型真空钎焊炉;按照钎焊温度,有低温真空钎焊炉(<650℃)、中温真空钎焊炉(650~950℃)和高温真空钎焊炉(>950℃)三大类。
在真空条件下,为了满足工艺过程的要求和获得高质量的钎焊接头,所用钎料必须满足以下几项基本要求:
1)钎料组分不含有易挥发的元素,如锌、镉、锂等,蒸气压高的纯金属也不宜做真空钎焊用钎料。但含蒸气压高的元素,应视其形成的钎料本身蒸气压是否高,如磷的蒸气压在704℃时为103Pa,但在镍基钎料中形成的Ni3P蒸气压在704℃时为10-2Pa。
2)钎料中的非金属组分(如胶粘剂、助熔剂等),在钎焊过程中挥发后不能对钎缝成形或真空设备产生有害影响。
3)熔化温度合适,能在毛细作用下比较容易地填充钎焊问隙,并能与母材产生良好的合金化作用,形成高强度接头。
4)在无钎剂除氧化膜的真空气氛中对被钎焊材料要有良好的润湿性,并在钎焊温度下有足够的流动性。
5)钎料可用形式能满足全位置接头所需,获得的钎缝应能满足设计和使用要求。此外,还应考虑钎料的经济性,尽量少含或不含贵重和稀有金属等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






