1.光束横模
1)基模(TEM00),又称高斯模,是切割最理想的模式,主要出现在千瓦以下的激光器。
2)低阶模(TEM01或TEM10),接近TEM00模,主要出现在1~2kW的中功率激光器。
3)多模,是高阶模的混合,出现在3kW以上的激光器。
图20-58是切割速度与横模及板厚的关系。由图可以看出,300W的单模激光和500W的多模有同等的切割能力。多模的聚焦性差,切割能力低,单模激光的切割能力优于多模。表20-7是一些材料的单模激光切割规范,表20-8是一些材料的多模激光切割规范。
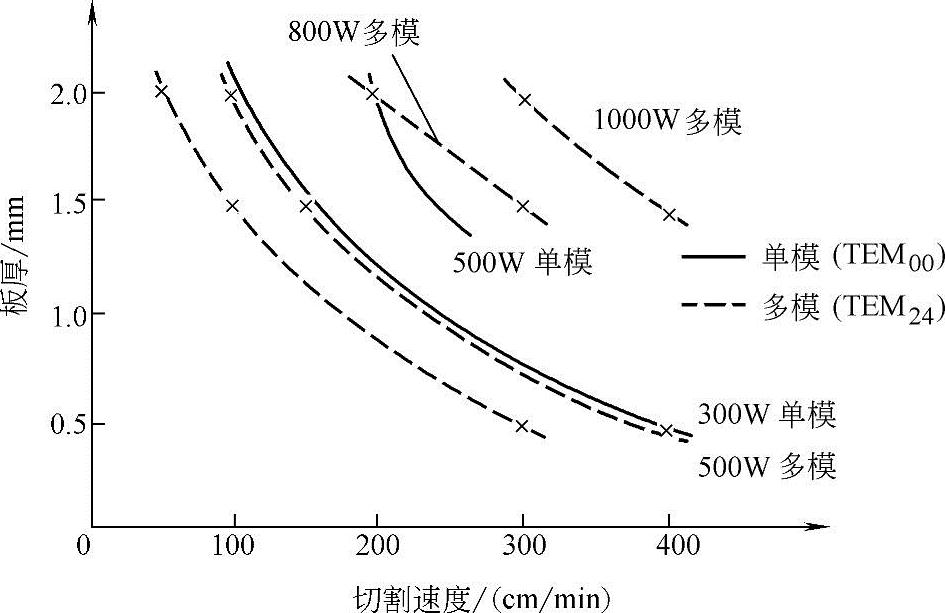
图20-58 切割速度与横模及板厚的关系
表20-7 一些村料的单模激光切割规范
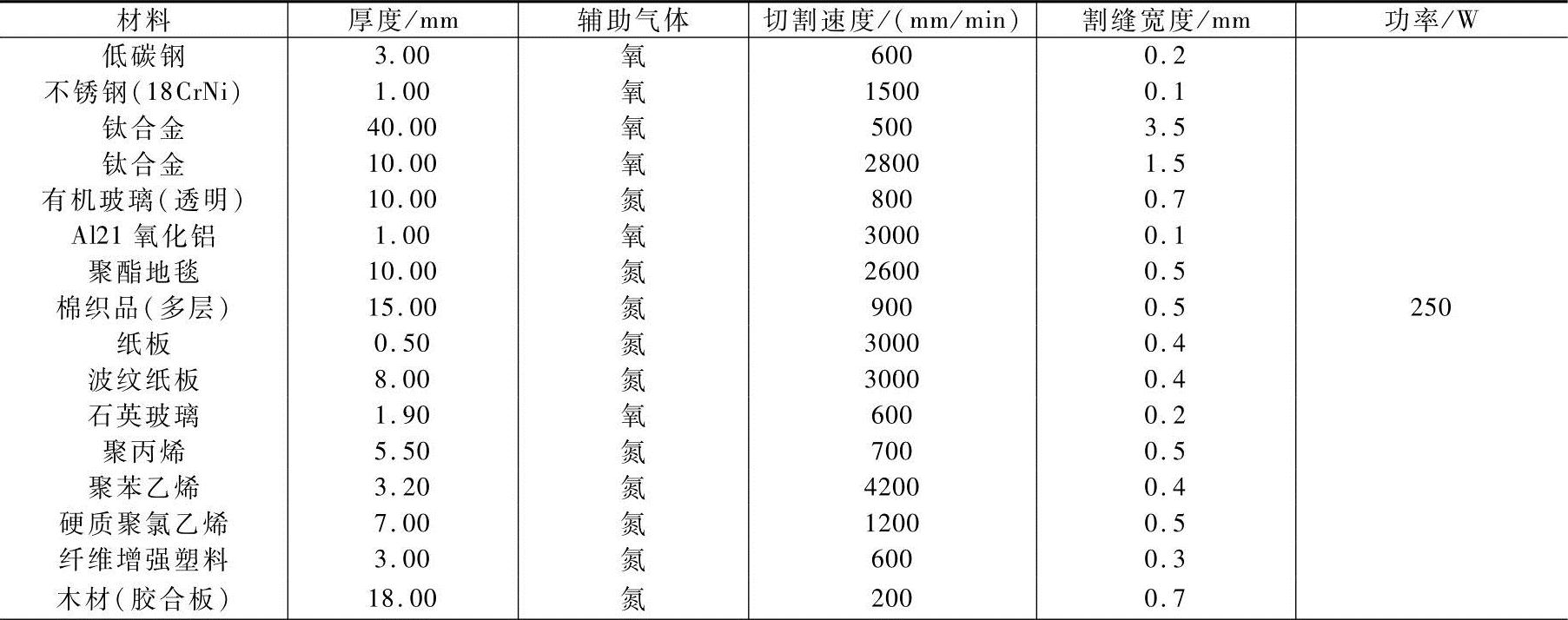
(续)
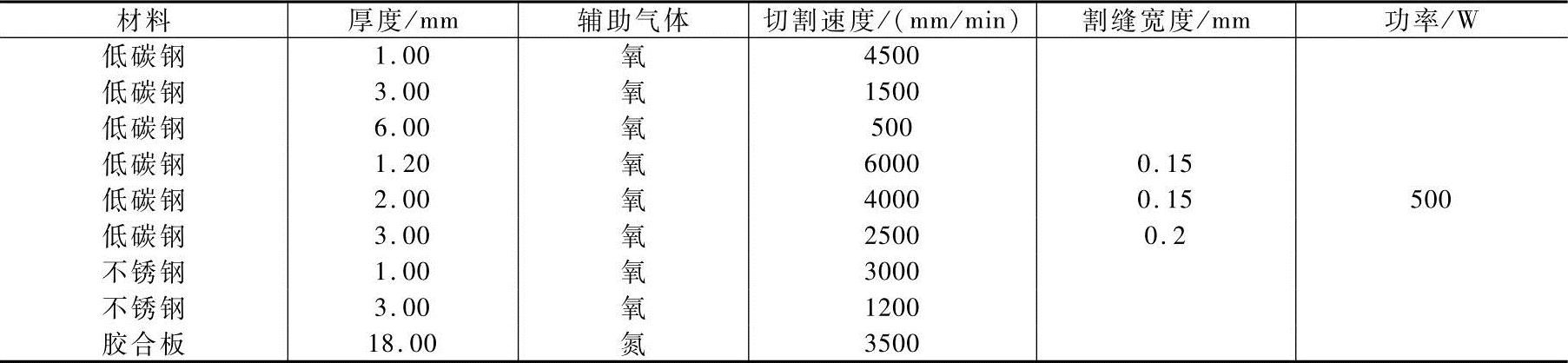
表20-8 一些村料的多模激光切割规范
2.激光功率
切割所需的激光功率主要决定于切割机理以及被切割材料性质。汽化切割所需功率最大,熔化切割次之,氧气切割最小。材料的导电性好、导热性好、熔点高、厚度大时,所需功率高。切割速度大,所需激光功率高。
图20-59是激光功率与板厚和切割速度的关系图。图20-60是激光功率对切口宽度影响的关系图。
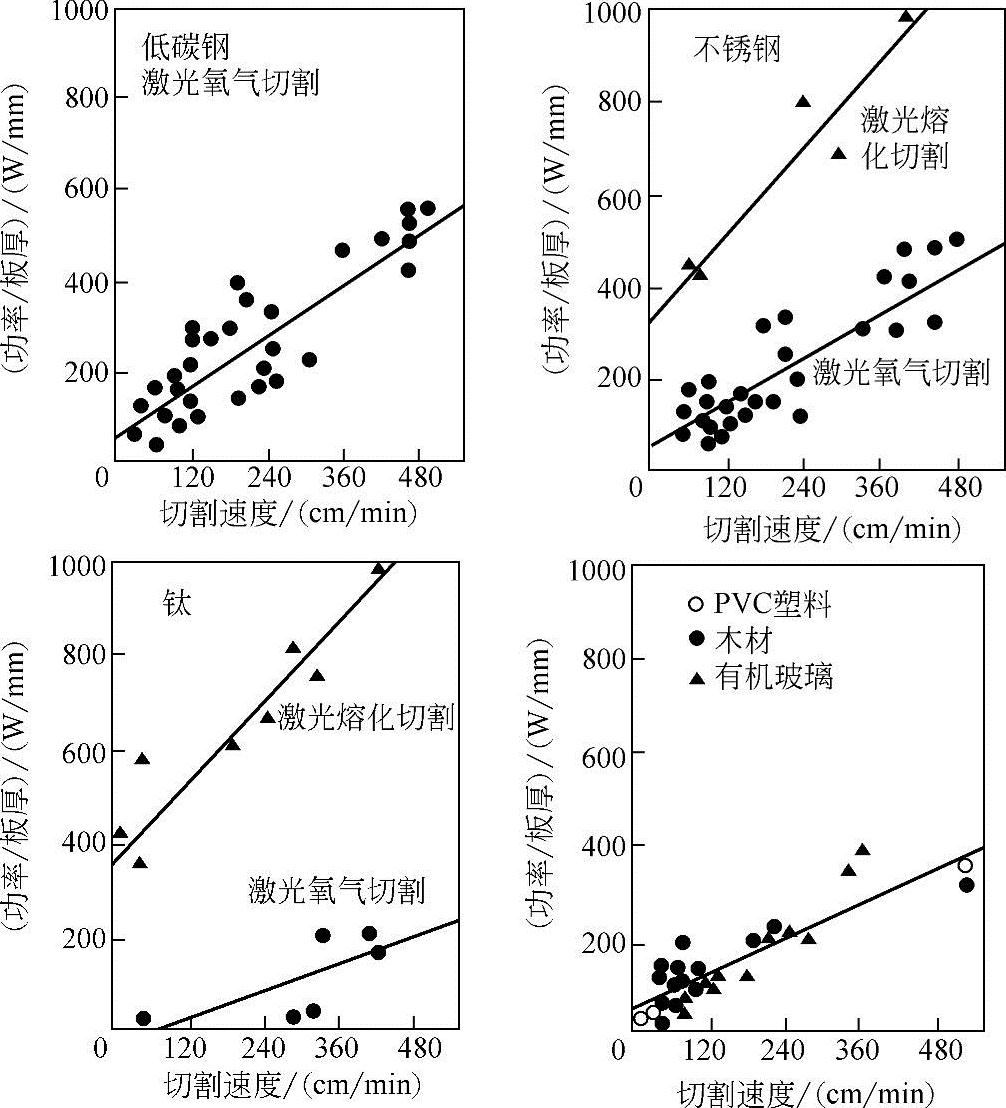
图20-59 激光功率与板厚和切割速度的关系
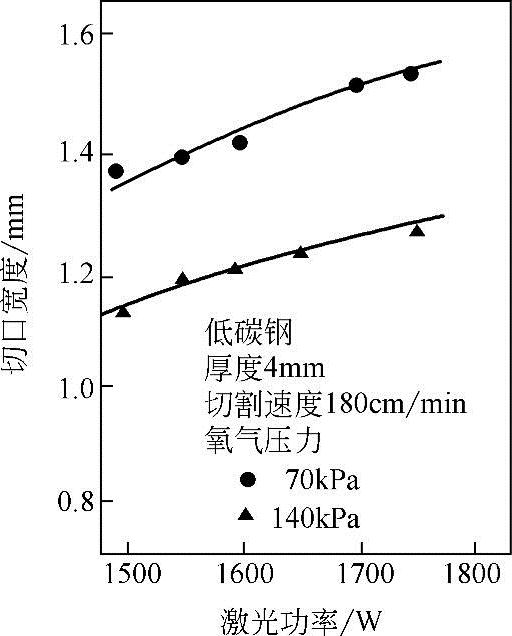
图20-60 激光功率对切口宽度的影响
3.激光的偏振方向
光是横波,其振动方向与传播方向垂直,它含有互垂直的电振动矢量和磁振动矢量,习惯上以电振动矢量方向作为激光的偏振方向。
切割时,光束在切割面上不断反射,如光束偏振方向与切缝方向平行,光能被吸收的最好,切缝狭窄而平行;如二者成一角度,光能吸收减少,切割速度变慢,切缝变宽,粗糙且不平直;如二者垂直,切割速度更慢,切缝更宽更粗糙。图20-61是光束偏振方向与切割质量关系示意图。
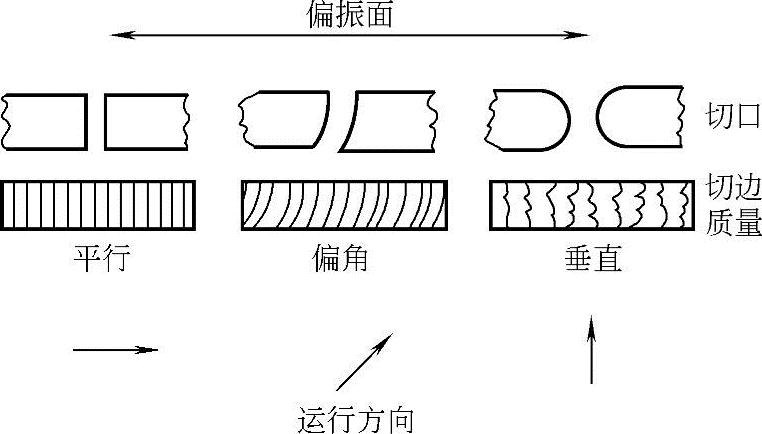
图20-61 光束偏振方向与切割质量的关系
4.聚焦镜焦距
焦距的大小直接影响聚焦束斑直径和焦点处的功率密度。焦距短,光斑直径小,功率密度高,切割速度快,但焦距短时,焦深也小。高速切割薄板时,可选用短焦距;切割厚板时,在有足够功率密度的前提下,以选用长焦距的聚焦镜为宜。
5.离焦量
离焦量影响切缝宽度和切割深度。图20-62是离焦量对切缝宽度的影响,显然,负离焦时得到的切缝窄。图20-63是激光功率为2.3kW、切割不同厚钢板时,离焦量对切割质量的影响。(https://www.daowen.com)
6.切割速度
在其他工艺参数一定的情况下,在一定的切割速度范围内均可得到较满意的切割质量。图20-64给出了切割速度与材料厚度的关系,图中的上下曲线分别表示可切透的最高速度和最低速度,图20-65给出了切割速度对切缝宽度的影响,图20-66是切割速度对切缝表面粗糙度的影响。
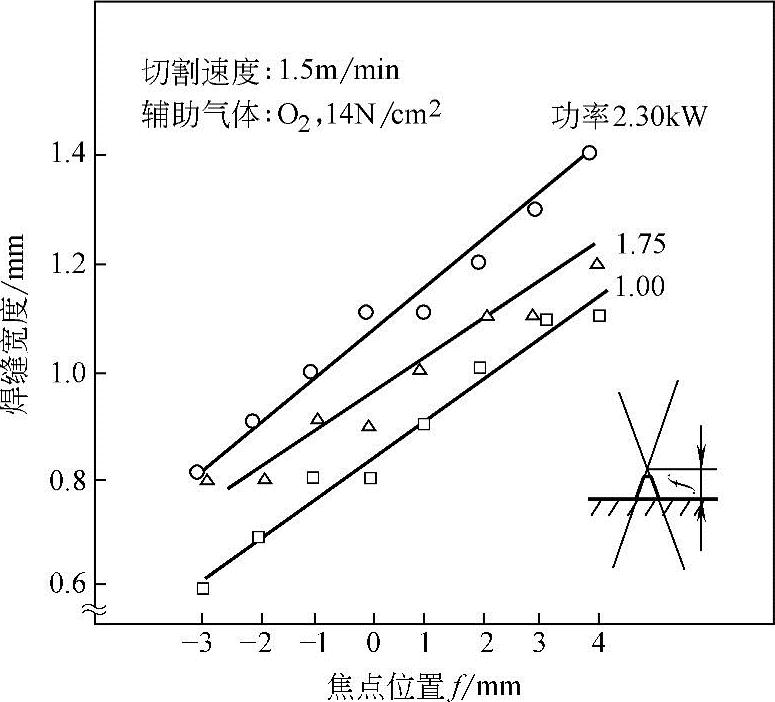
图20-62 离焦量对切缝宽度的影响
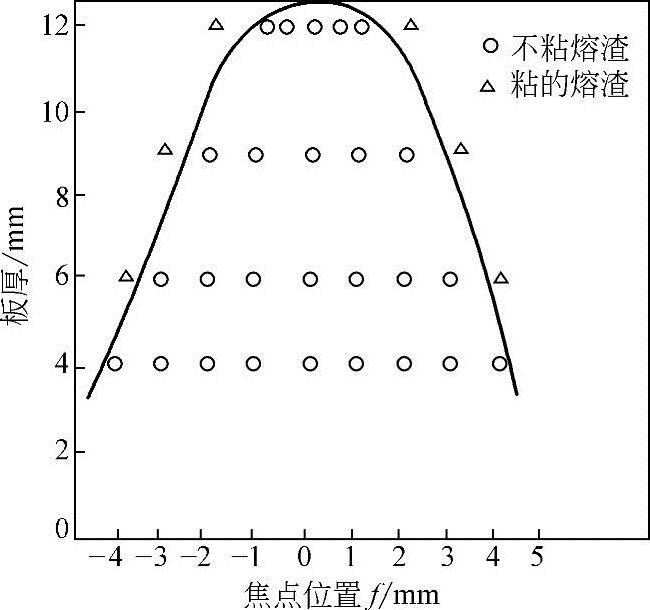
图20-63 切割不同厚度钢板时,离焦量对切割质量的影响
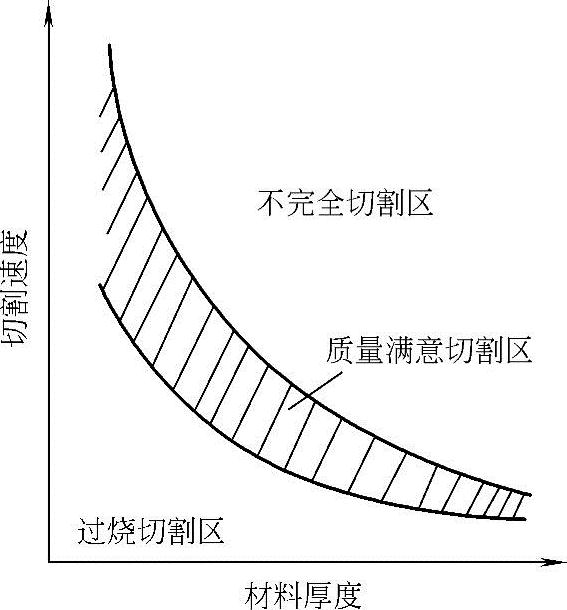
图20-64 切割速度与村料厚度的关系
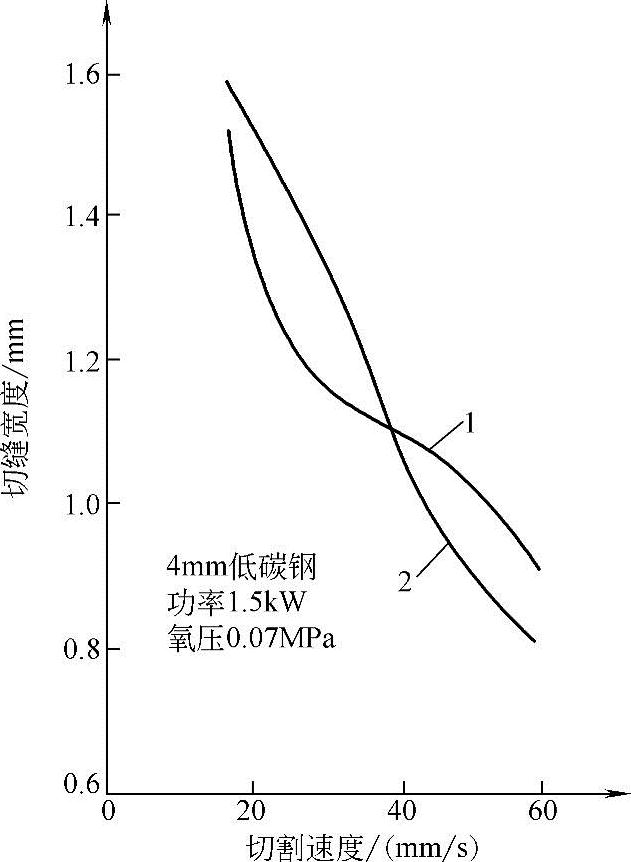
图20-65 切割速度对切缝宽度的影响
1—切割顶面 2—切缝底边
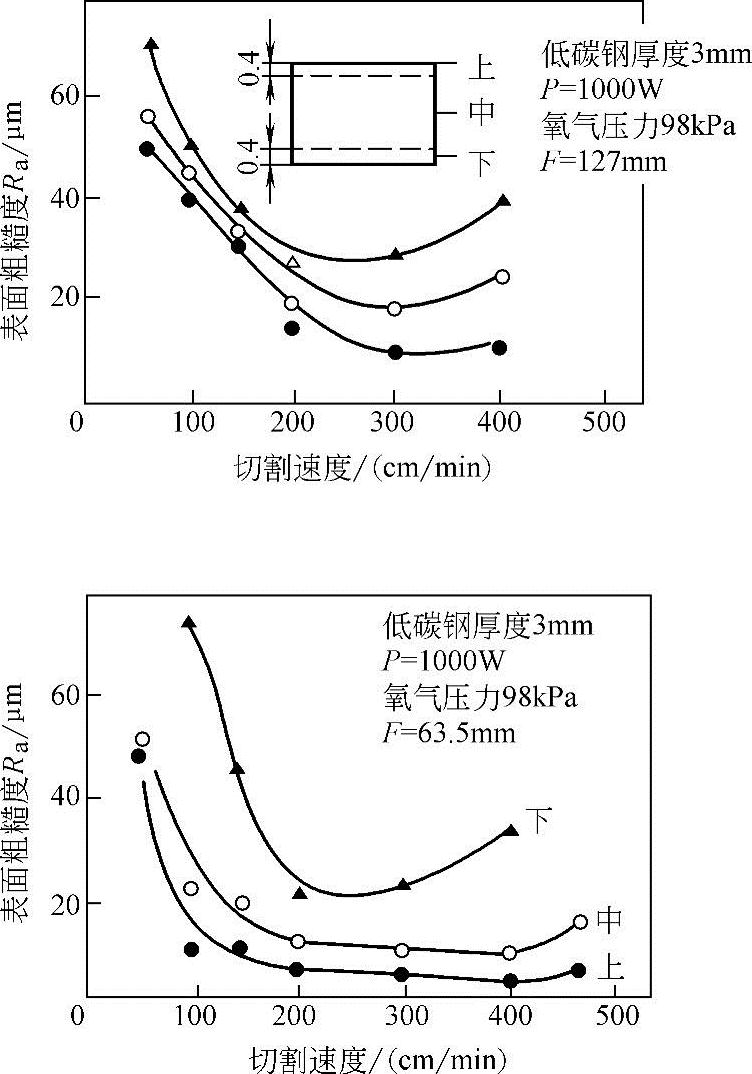
图20-66 切割速度对切缝表面粗糙度的影响
7.辅助气体及气体压力(流量)
辅助气体的主要作用是:激光氧气切割时,与切割金属发生放热反应,提供一部分切割能量,吹走切割区底部熔渣并保护聚焦镜,使其免受飞溅烧蚀;激光熔化切割和气化切割时,辅助气体用于清除熔化和蒸发材料,同时抑制切割区过热、过烧。当激光切割出现等离子体时,辅助气体还有抑制等离子云负面效应的能力。
切割金属时,多使用氧气,切割不易氧化的金属和非金属时则吹氮气。氧气纯度对切割速度有显著影响,纯度降低2%会使切割速度降低50%,如图20-67所示。其他条件一定时,存在一最佳氧气压力,这时对应的切割速度最大;当高速切割薄板时,应采用较大的气体压力;当材料厚度大或切割速度较慢时,气体压力应适当降低,如图20-68所示。
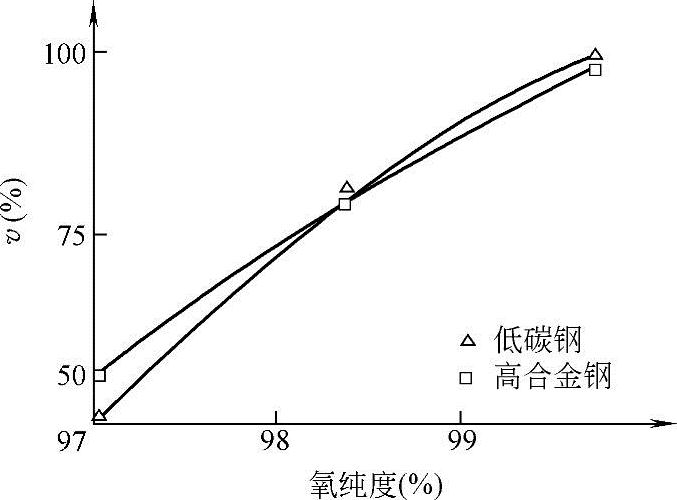
图20-67 氧纯度对切割速度的影响
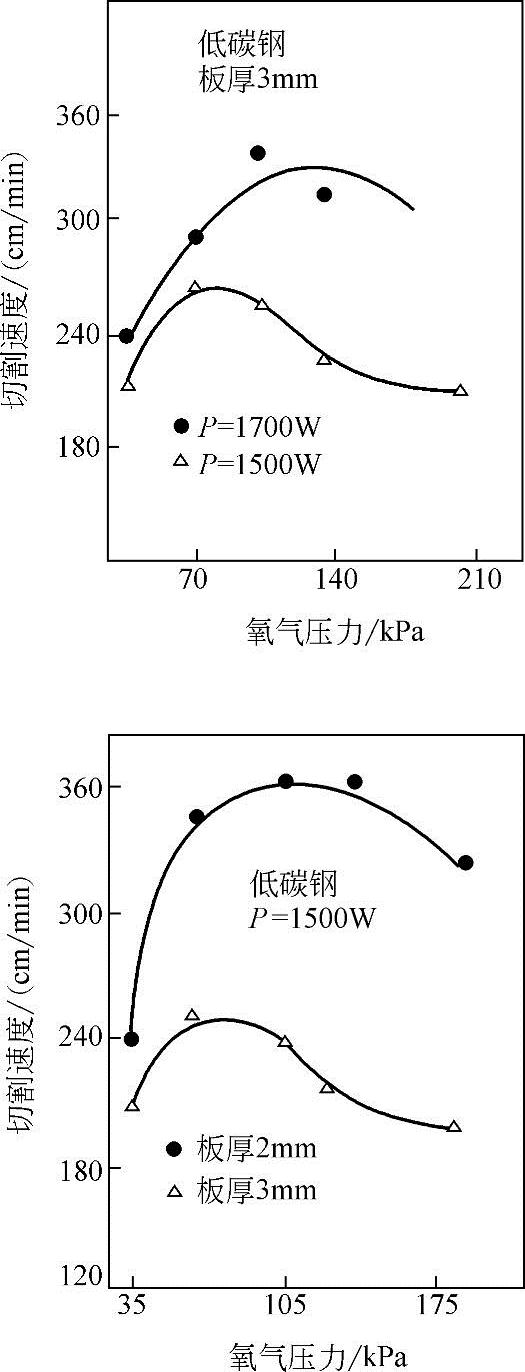
图20-68 氧气压力对激光切割速度的影响
8.喷嘴
在流量一定的情况下,作用在工件表面的辅助气体压力流态与喷嘴形状、口径以及喷嘴离材料表面的距离密切相关。
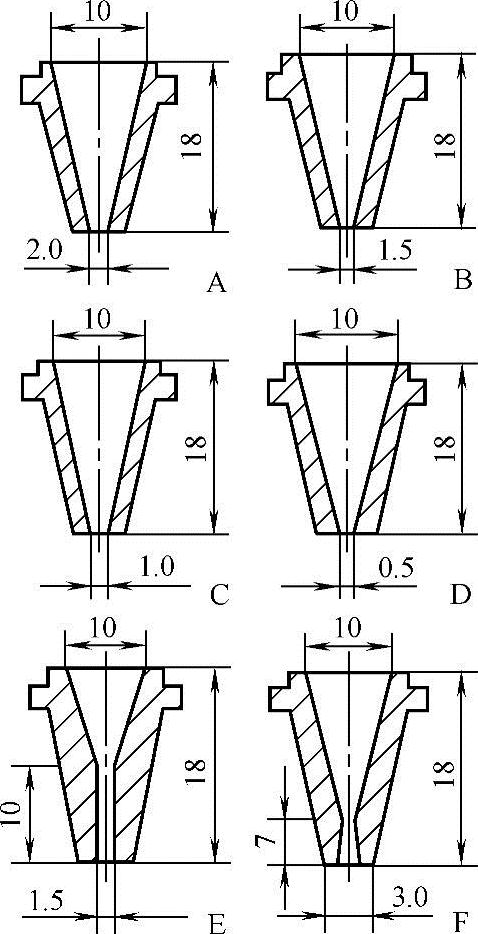
图20-69 三种形状的6个喷嘴
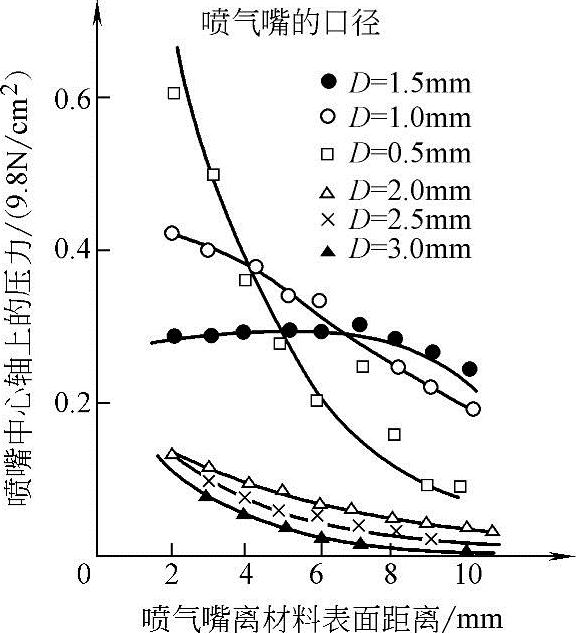
图20-70 压力与距离的关系
图20-69列出了三种形状的6个喷嘴,其中,A、B、C、D为一种形状,仅口径不同,E、F各为一种形状,它们的气体流态均为层流。图20-70为该6种喷嘴在O2流量为20L/min时,中心轴线上压力与喷嘴离材料表面距离的关系。一般情况下,当流量相同时,口径越小、距离越短,则压力越大。图20-71为不同氧气流量时,中心轴线的压力与C型喷嘴离材料表面距离的关系。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





