1.激光软钎焊
激光软钎焊主要用于印制电路板的焊接,尤其在表面安装技术SMT(Surface mount Technology)中用于片状元件的组装。激光软钎焊的主要优点是:
1)局部加热,热影响区小,元件不易产生热损伤,可在热敏元件附近施焊。
2)非接触加热,不需任何辅助工具,可在双面印制板上进行双面装配后同时焊接。
3)重复操作稳定性好,激光功率和照射时问易于控制,成品率高。
4)光容易实现分光,通过半透镜、反射镜、棱镜、扫描镜等可对激光进行空问上的分割,能实现多点同时焊。
5)波长为1.06μm的激光可用光纤传输,可达性好,灵活性好。
6)聚光性好,易于实现多工位装置的自动化。
激光钎焊使用连续CO2激光器和Nd3+:YAG激光器时,二者问的特性比较见表20-4。由于Nd3+:YAG激光可用光纤传输,钎料对其反射率又比CO2激光低,且光学系统廉价,因而被广泛采用。
表20-4 yAG激光器和CO2激光器特性的比较

在SMT中进行激光软钎焊时,激光束对材料主要有三种作用方式:光点移动法、线状光束照射法以及扫描法。
1)光点移动法激光钎焊,其示意图如图20-50所示。激光束光点对准所焊部位,使钎料熔化,产生一定范围的流动,直至钎料覆盖整个连接区。

图20-50 光点移动法激光钎焊示意图
光点移动,既可移动光束,也可移动工件。移动光源时多采用机器人,移动工件时可采用数控工作台。
光点移动法激光钎焊所需激光功率较小,一般15W左右,每个焊点所需时问为20~40ms。激光输出的通断由谐振腔内的光快门控制。
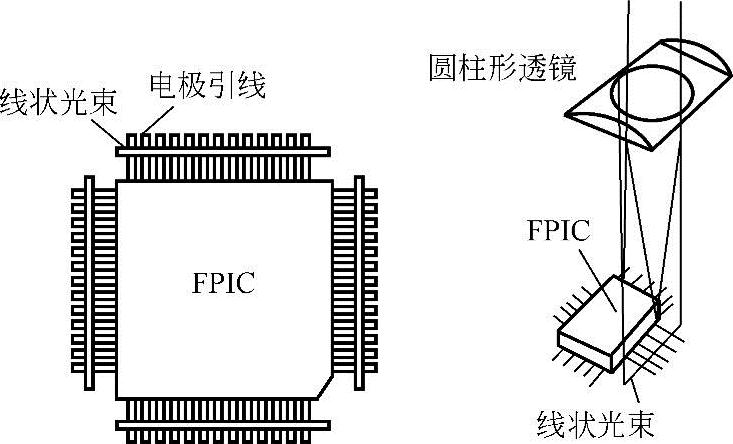
2)线状光束照射法激光钎焊,如图20-51所示。该方法采用柱面透镜将光束聚焦为线状,集成电路一侧的若干引线经一次激光照射即可完成钎焊,因而缩短了焊接时问。若将激光束分割为平行的两束光,则一次可完成两侧引线元件的焊接,而对于四向引线元件,仅需二次激光照射。
 (https://www.daowen.com)
(https://www.daowen.com)
图20-51 线状光束法激光钎焊示意图
3)扫描法激光钎焊,如图20-52所示。YAG激光经光纤传输后通过电动机带动反射镜实现往复扫描。这种方法是把局部加热的激光束变成了线状光束后,照射到若干个部位进行钎焊。
扫描法激光钎焊与其他激光钎焊相比,其主要优点是:
1)缩短了钎焊时问。
2)对元件的热损伤小,尤其是高度集成器件的树脂膜很薄,温度超过150~170℃时树脂产生裂纹,此时,该方法的优点显得特别突出。
3)加热均匀,通过对振镜的反馈控制可实现匀速扫描。
4)能适应各种元器件,通过电控可对不同元器件照射位置及长度进行快速变换,这比采用快门法的效率高。
5)适宜于钎焊自动化,激光功率、辐照时问等参数易于控制,且易于重复。
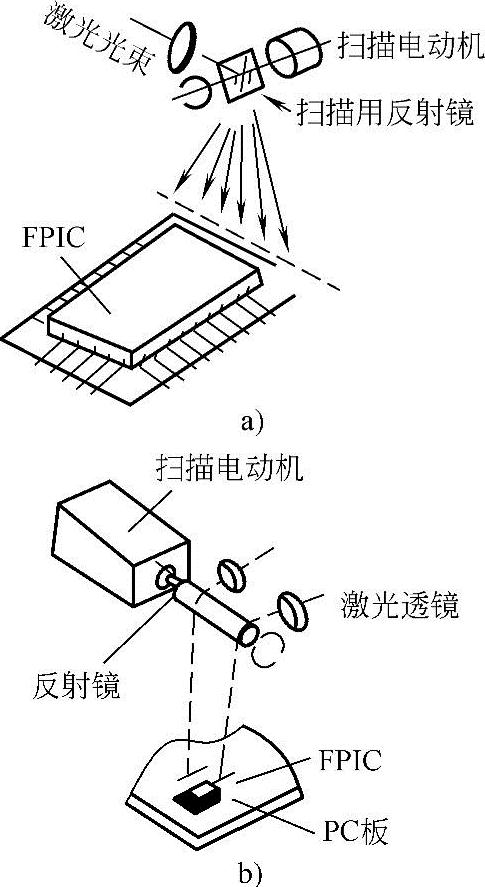
图20-52 扫描法激光钎焊示意图
a)扫描方式原理 b)扫描光学系统
6)具有自定位效果。由于所有钎焊部位同时加热,利用熔融钎料的表面张力,可将元器件引线拉向正中位置。
2.激光硬钎焊
激光硬钎焊在有色金属的连接中优越性较大,目前,对Ag、Ni、Cu、Au和Al基材料的硬钎焊获得了良好的效果。
图20-53是激光加丝硬钎焊示意图。焊接时聚焦光斑直径、离焦量、钎丝位置都十分重要,只有正确选择,才能保证过程的正常进行。
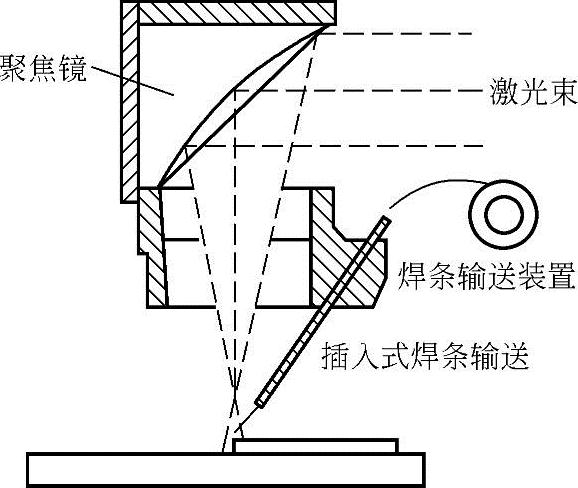
图20-53 激光加丝硬钎焊示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



