激光焊复合技术是指将激光焊与其他焊接组合起来的集约式焊接技术,其优点是能充分发挥每种焊接方法的优点并克服某些不足。
1.激光-电弧焊
图20-33和图20-34分别是激光-TIG和激光-MIG复合焊法示意图。进行这种复合焊的主要优点是:
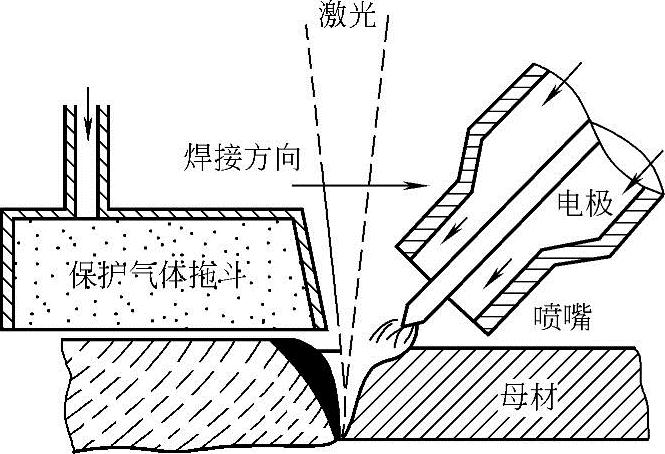
图20-33 激光-TIG复合焊示意图
1)有效地利用激光能量。母材处于固态时对激光的吸收率很低,而熔化后可高达50%~100%。采用复合焊法时,TIG电弧或MIG电弧先将母材熔化,紧接着用激光照射,从而提高母材对激光的吸收率。
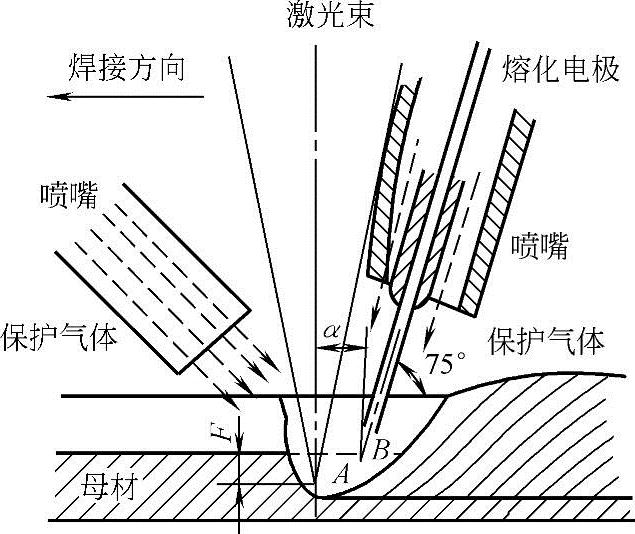
图20-34 激光-mIG复合焊示意图
2)增加熔深。在电弧的作用下,母材熔化形成熔池,而激光束又作用在电弧形成熔池的底部,加之液体金属对激光束的吸收率高,因而复合焊接较单纯激光焊的熔深大。
3)稳定电弧。单独采用电弧焊时,焊接电弧有时不稳定,特别是在小电流情况下,当焊接速度提高到一定值时会引起电弧飘移,使焊接无法进行。而进行激光-电弧复合焊时,激光产生的等离子体有助于稳定电弧。
 (www.daowen.com)
(www.daowen.com)
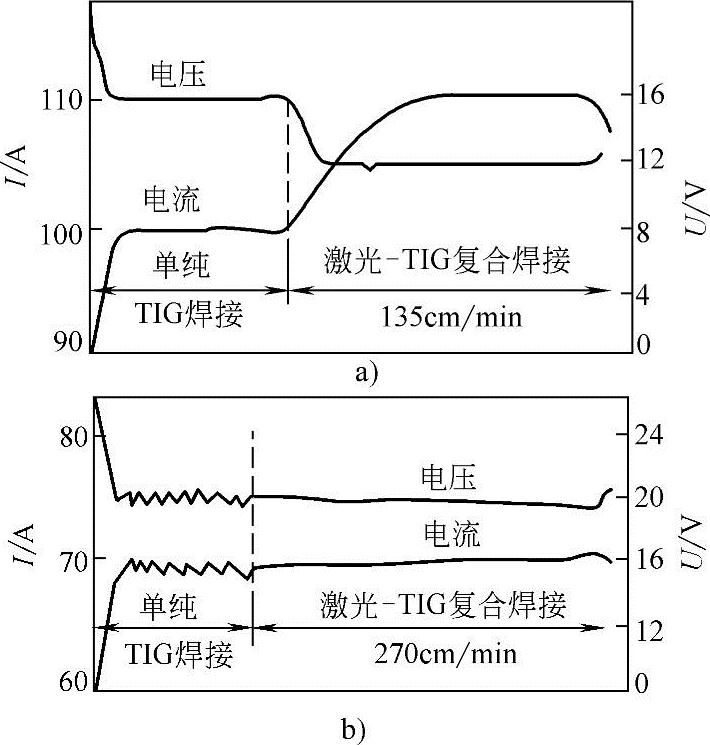
图20-35 单纯TIG焊和激光-TIG复合焊时电弧电压和电弧电流的波形
图20-35为单纯TIG焊和激光-TIG复合焊时电弧电压和电弧电流的波形。图20-35a中焊接速度为135cm/min、TIG焊焊接电流为100A,可以看出,复合焊时电弧电压明显下降,焊接电流明显上升。图20-35b中焊接速度为270cm/min、TIG焊焊接电流为70A,可以看出,单纯TIG焊时,电弧电压及焊接电流均不稳定,很难进行焊接,而与激光进行复合焊时电弧电压和电弧电流均很稳定,可顺利进行焊接。
2.激光-高频焊
图20-36是激光-高频焊示意图。它是在高频焊管的同时,采用激光对尖劈进行加热,从而使尖劈在整个厚度上的加热更均匀,有利于进一步提高焊管的生产率和质量。
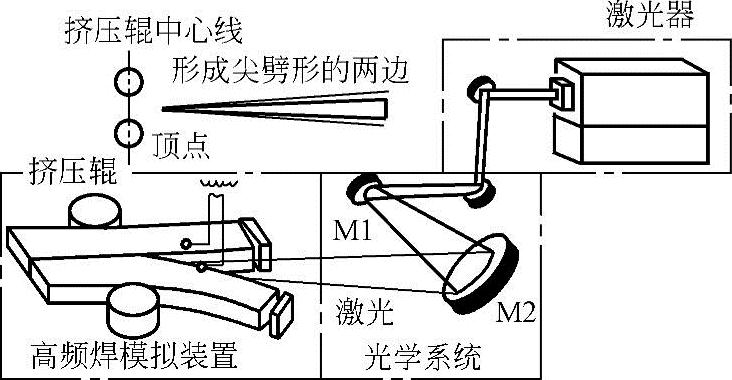
图20-36 激光-高频焊示意图
3.激光压焊
图20-37是采用激光压焊对薄钢带焊接的示意图。对薄钢带进行激光熔焊时,如焊接速度大于30m/min时,往往出现缺陷。而采用如图所示的方法时,两待焊的薄钢带通过导槽形成60°张角,经聚焦的激光束照射到两薄带之问,在上下两压辊的作用下,两钢带在未熔化前被压焊在一起,其结果是不仅焊缝强度很好,而且焊接速度亦达到240m/min,是原来的8倍。
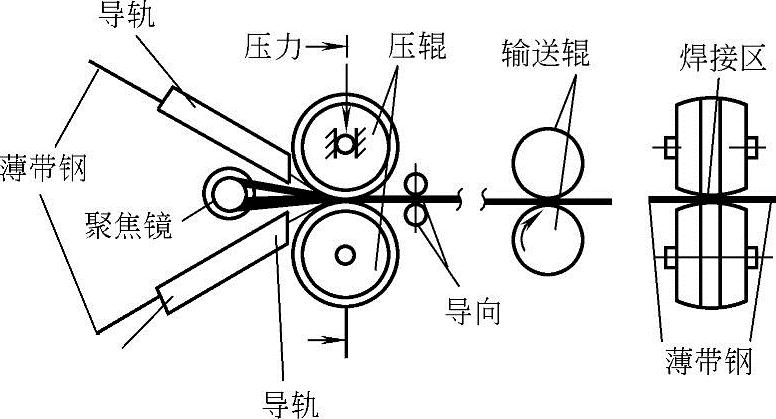
图20-37 采用激光压焊对薄钢带焊接的示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





