【摘要】:在实际应用中,激光焊最常采用的接头形式是对接和搭接。当焊接不同厚度的工件时,应将薄件置于厚件之上。图20-19 搭接装配精度及夹紧方式图20-20给出了板材激光焊时常用的接头形式,其中的卷边角接接头具有良好的连接刚性。在吻焊接头形式中,待焊工件的夹角很小,因而,入射光束的能量可绝大部分被吸收,吻焊接头焊接时,可不施加紧力或仅施很小的加紧力,其前提是待焊工件的接触必须良好。图20-20 板村激光焊常用接头形式
传统焊接方法中使用的绝大部分的接头形式都适合激光焊,所不同的是,由于聚焦后的光束直径很小,因而对装配的精度要求高。在实际应用中,激光焊最常采用的接头形式是对接和搭接。
对接时装配问隙应小于材料厚度的15%,零件问的错位和不平度不大于25%,如图20-18所示。尽管激光焊时变形很小,为了确保焊接过程中工件问的相对位置不变化,最好采用适当的夹持方式。图中所标公差主要适用于铁合金和镍合金等材料,而对于导热性好的材料,如铜合金、铝合金等,还应将误差控制在更小的范围内。另外,由于激光焊接时一般不加填料,所以对接问隙还直接影响着焊缝的凹陷程度。
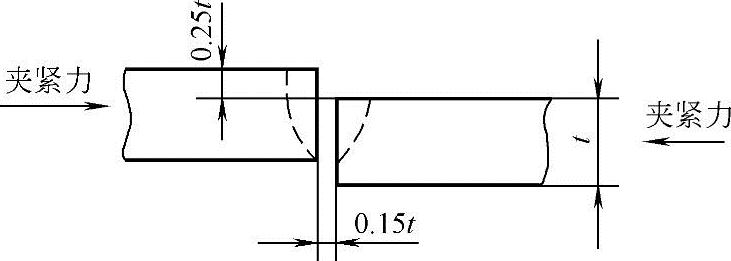
图20-18 对接装配精度及夹紧方式
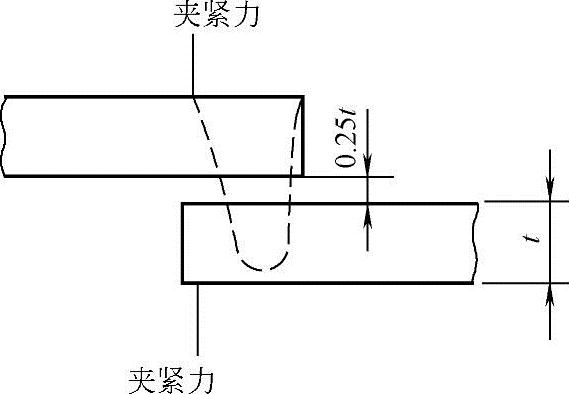
搭接时装配问隙应小于板材厚度的25%,如图20-19所示。如装配问隙过大,会造成上面工件的烧穿。当焊接不同厚度的工件时,应将薄件置于厚件之上。
 (www.daowen.com)
(www.daowen.com)
图20-19 搭接装配精度及夹紧方式
图20-20给出了板材激光焊时常用的接头形式,其中的卷边角接接头具有良好的连接刚性。在吻焊接头形式中,待焊工件的夹角很小,因而,入射光束的能量可绝大部分被吸收,吻焊接头焊接时,可不施加紧力或仅施很小的加紧力,其前提是待焊工件的接触必须良好。
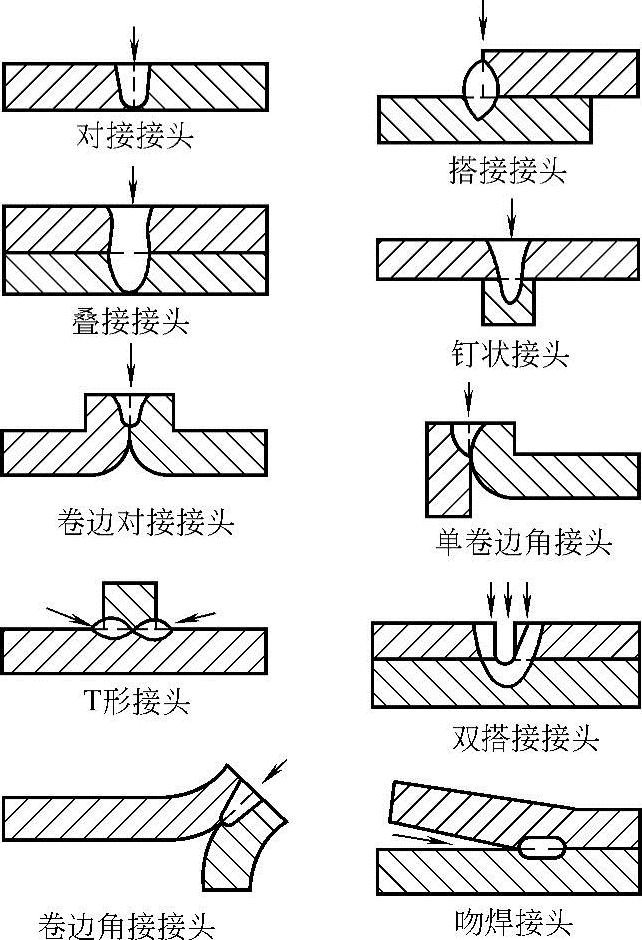
图20-20 板村激光焊常用接头形式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






