电子束焊的焊接参数主要有电子束电流、加速电压、焊接速度、聚焦电流和工作距离等。一般说来,焊接深度随加速电压、束流的增加而增大,随束斑直径(受聚焦电流影响)、工作距离、焊接速度的增大而减小。

图19-32 非穿透焊缝根部纵剖面金相照片
加速电压的增加可使熔深加大。在保持其他焊接参数不变的条件下,焊缝深宽比随加速电压的增大而增大。增加电子束流,熔深和熔宽都会增加。增加焊接速度会使焊缝变窄,熔深减小。电子束聚焦状态对熔深及焊缝成形影响很大。焦点变小可使焊缝变窄,熔深增加。
对于不同的设备,焊接同一零件,由于电子枪结构、加速电压和真空度的差异,电子束的束流品质也不相同,所采用的焊接参数也就不同。即使对于同一台电子束焊接设备,焊接同一零件,也可能几组参数都适用。如图19-33所示,钢的电子束焊焊接参数有一个较大的选择范围(阴影部分所示),针对不同零件的具体要求,可以选择更为合适的焊接参数进行焊接。
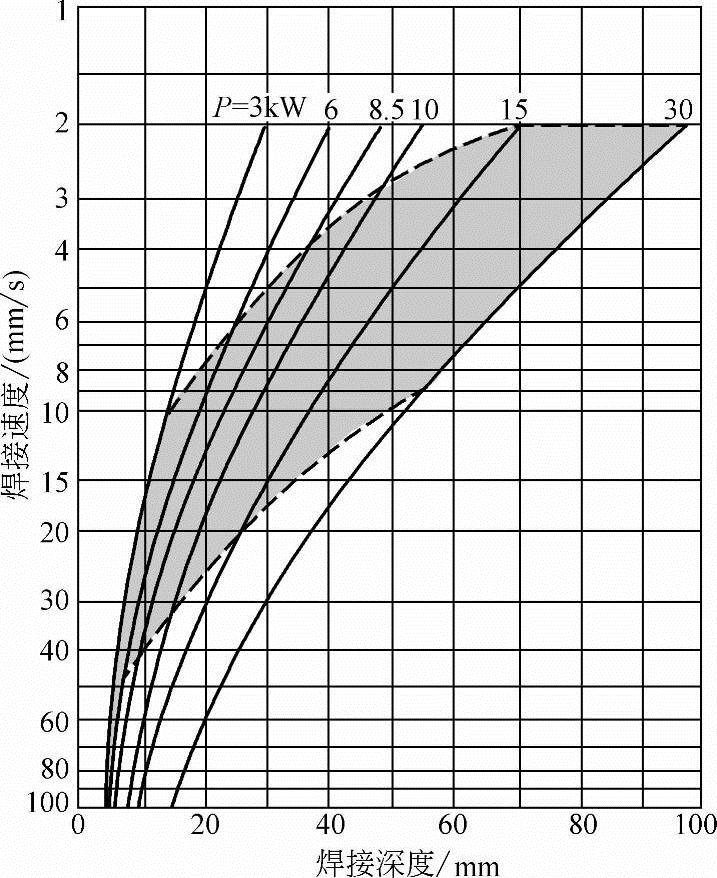
图19-33 钢的电子束焊焊接参数
对于确定的电子束焊设备,加速电压一般固定不变,必须时也只作较小的调整。厚板焊接时应使焦点位于工件表面以下0.5~0.75熔深处;薄板焊接时,应使焦点位于工件表面。工作距离应在设备最佳范围内。焊接电流和焊接速度是主要调整的焊接参数。
焊接热输入是焊接参数综合作用的结果,对于一种材料,焊接厚度和焊接热输入有对应的函数关系。电子束焊时热输入的计算公式为(https://www.daowen.com)
Q=UbIb/v
式中Q——热输入;
Ub——加速电压;
Ib——电子束流;
v——焊接速度。
热输入与电子束焊焊接功率成正比,与焊接速度成反比。
利用焊接热输入与焊接厚度的对应关系,初步选定焊接参数,经实验修正后方可作为实际使用的焊接参数。此外,还应考虑焊缝横断面、焊缝外形及防止产生焊缝缺陷等因素,综合选择和实验确定焊接参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




