电子束焊常用的接头形式是对接、角接、T形接、搭接和端接。电子束斑点直径小,能量集中,焊接时一般不加焊丝,设计接头时应注意这些特点。
对接接头是最常用的接头形式。图19-22a、b两种接头的准备工作简单,但需要装配夹具,不等厚的对接接头采用上表面对齐的设计(图19-22b)。带锁口的接头(图19-22c、d、e),便于装配对齐,锁口较小时(图19-22c)焊后可避免留下未焊合的缝隙。图19-22f、g接头皆有自动填充金属的作用,焊缝成形得到改善。斜对接接头(图19-22h)只用于受结构和其他原因限制的特殊场合。
角接头是仅次于对接接头的常用接头,如图19-23所示。台阶接头(图19-23a)在焊接时要用宽而倾斜的电子束。图19-23d为卷边角接,主要用于薄板,其中一件须准确弯边90°。其他几种接头都易于装配对齐。
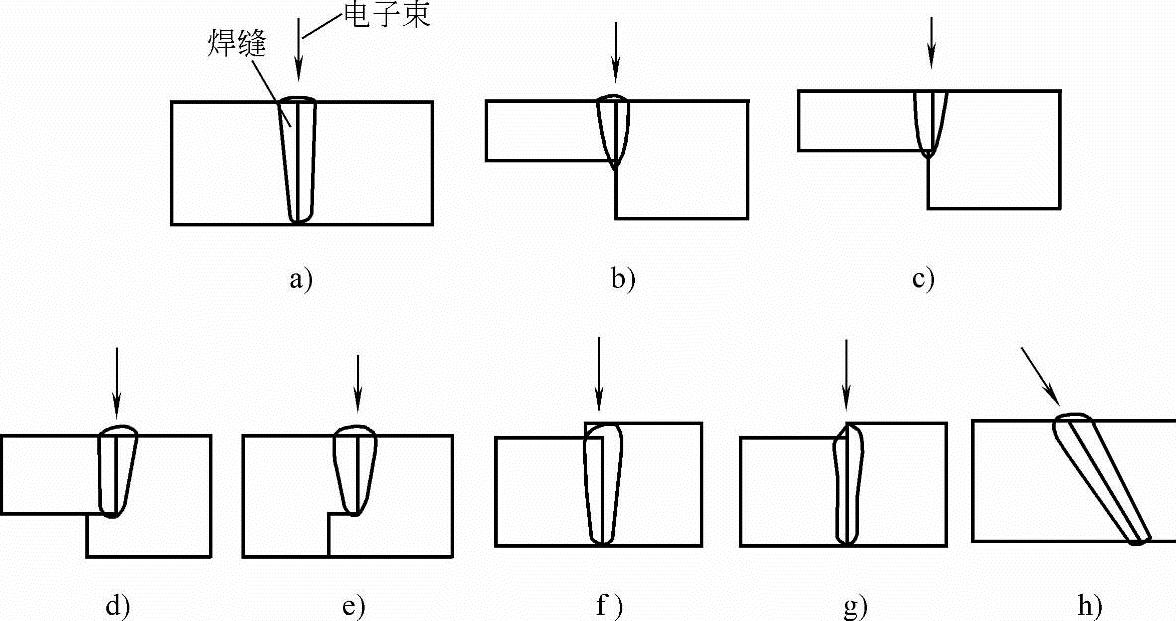
图19-22 电子束焊的对接接头
a)正常对接 b)齐平接头 c)锁口对中接头 d)锁底接头 e)双边锁底接头 f)、g)自填充材料的接头 h)斜对接接头
T形接头也常用于电子束焊接,如图19-24所示。熔透焊缝在接头区有未焊合缝隙,接头强度差,如图19-24a所示。推荐采用单面T形接头,焊接时焊缝易于收缩,残余应力较低。图19-24b、c多用于板厚超过25mm的场合。
搭接接头多用于板厚1.5mm以下的场合,如图19-25所示。熔透焊缝主要用于板厚小于0.2mm的场合,有时需要采用散焦或电子束扫描以增加熔合区宽度。厚板搭接接头焊接时需添加焊丝以增加焊脚尺寸,有时也采用散焦电子束以加宽焊缝并形成光滑的过渡。
图19-26为端接接头,厚板端接接头常采用大功率深熔透焊接。薄板及不等厚度的端接接头常用小功率或散焦电子束进行焊接。
对重要承力结构,焊缝位置最好应避开应力集中区,图19-27所示的接头设计,可以改善角接头和T形接头的动载特性。该接头可从两个方向A或b进行焊接,当工件是磁性材料,又必须从A向进行焊接时,接缝到腹板的距离d应足够大。应用类似的接头形式,可以将不等厚度接头过渡成为等厚度接头,进行焊接,对厚度差较大的焊接接头尤为适用。
采用多道焊缝可以在同样电子束功率下焊接更厚的工件。例如,采用正反两条焊缝可以将熔深提高到单道焊缝所能达到的熔深的两倍。
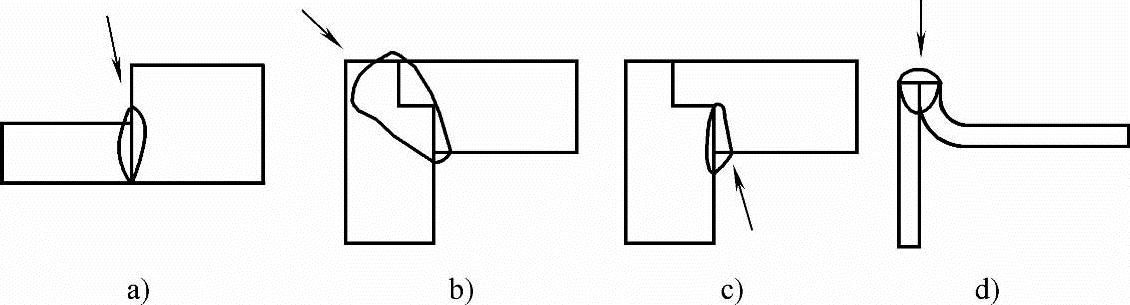
图19-23 电子束焊的角接接头
a)台阶接头 b)双边锁底斜向熔透焊缝 c)双边锁底 d)卷边角接(www.daowen.com)
对于多层结构中各层的接头位置相同时,可采用分层焊缝的接头设计。分层焊缝是指在同一个电子束方向上将几层对接接头用电子束一次穿透焊接而成的焊缝,如图19-28所示。为保证各层焊缝成形良好,必须仔细选择电子束参数。
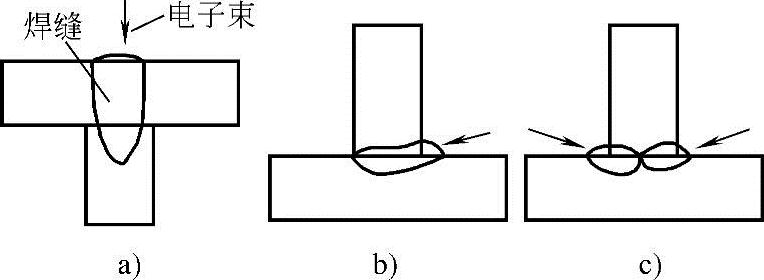
图19-24 电子束焊T形接头
a)熔透焊缝 b)单面焊 c)双面焊
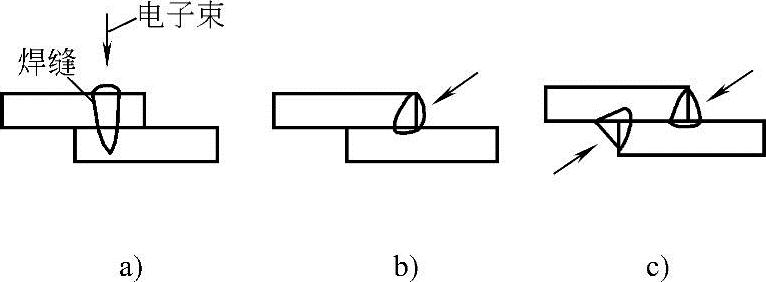
图19-25 电子束焊搭接接头
a)熔透焊缝 b)单面角焊缝 c)双面角焊缝
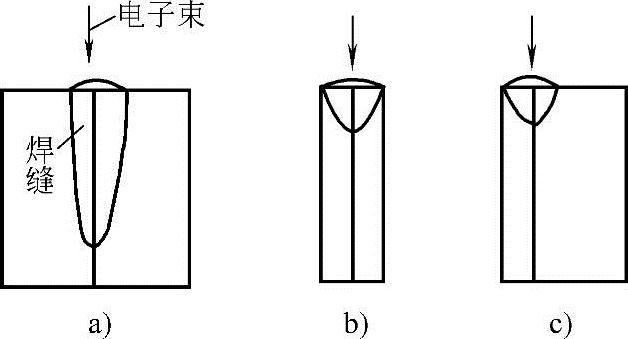
图19-26 电子束焊端接接头
a)厚板 b)薄板 c)不等厚度接头
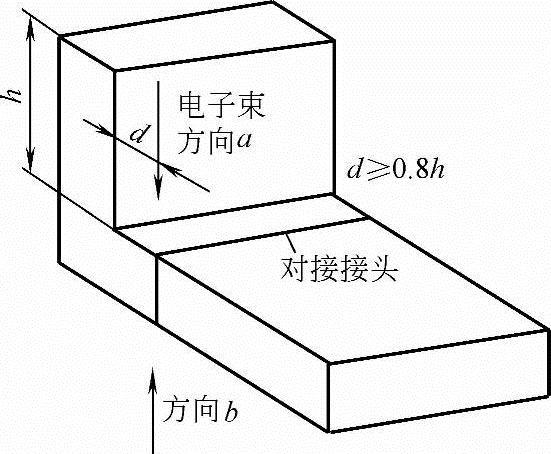
图19-27 用对接代替角接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







