图19-15 多工位装配焊接夹具
1.电子束束斑品质测量
电子束束斑品质直接影响电子束焊质量。电子束通过电子光学系统聚焦使斑点变小,成为一点(焦点),如图19-17a所示。但实际上,由于电子之问的斥力作用,限制了电子束斑点的继续缩小,形成的焦点是如图19-17b所示直径相对稳定的一段柱状区,称为活性区。活性区的长度根据电子枪的不同而变化,一般在5~20mm之问。虽然有活性区的存在,可以使电子束焊的焊接工艺规范适应性更强,但是要获得优质的焊缝就必须了解电子束的焦点位置。一般的方法是在焊接前将小束流(几毫安)作用在试片上,调整聚焦状态,用肉眼观察斑点的亮度,以最亮时作为焦点位置进行焊接。由于电子束的聚焦状态是随着束流大小而变化的,对于大厚度零件的焊接,焊接束流大,束流变化引起的焦点位置偏差大,获得优质的焊缝就必须进行大量的焊接工艺实验。
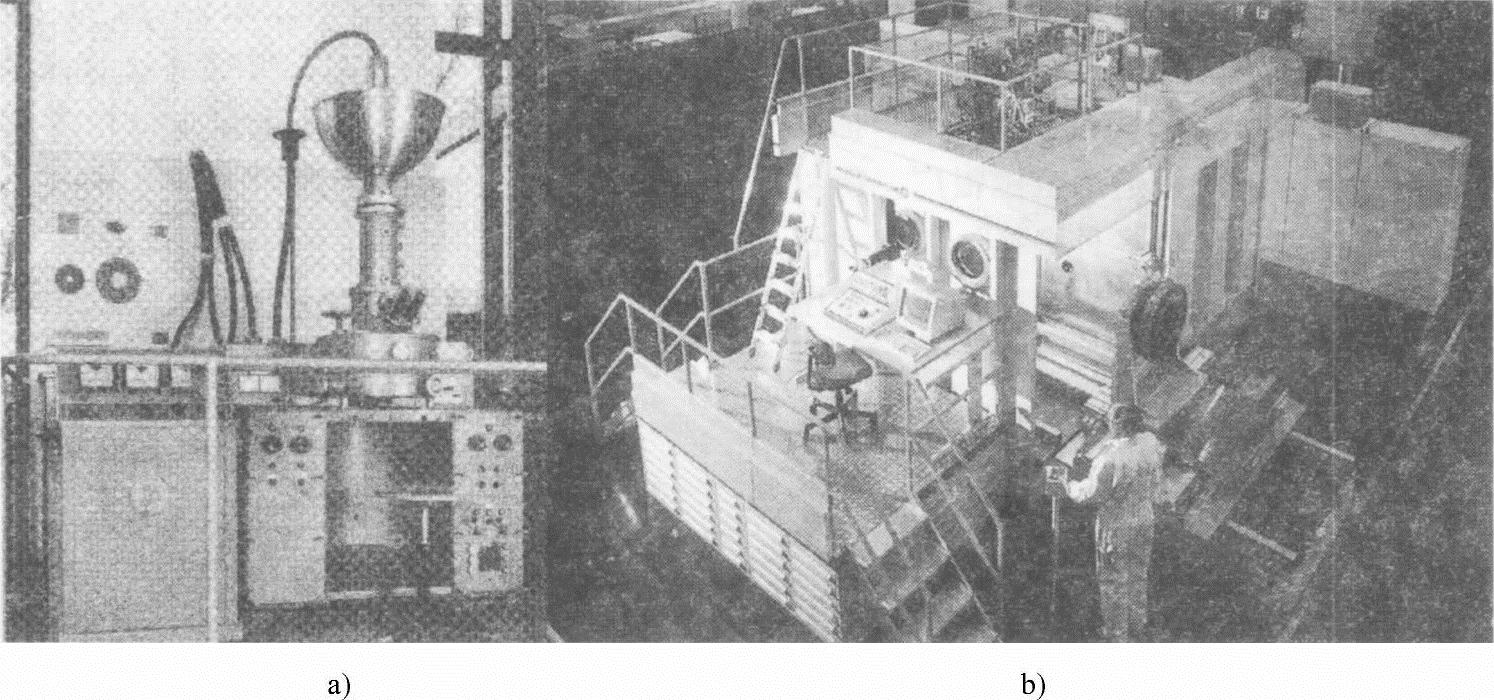
图19-16 世界首台和当代先进的真空电子束焊机
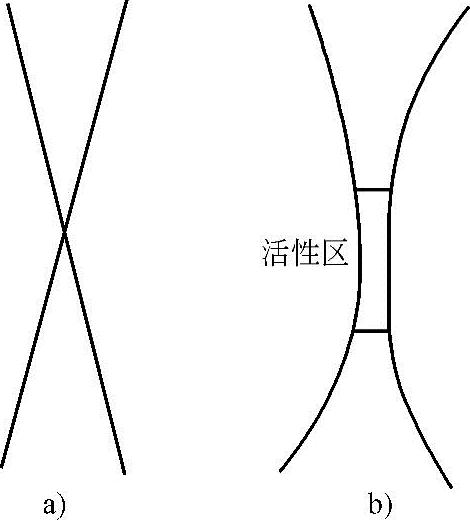
图19-17 电子束的活性区(https://www.daowen.com)
检测焊接束流的焦点位置及束斑品质是重要的。Arata法是传统的检测手段,它是将金属片竖直放置在不同的高度,呈锯齿斜坡状,电子束沿斜坡扫过,通过测量电子束在金属片上的痕迹,可以定性地了解电子束在不同工作距离的斑点品质。Arata法检测的结果误差大,金属片不能重复使用,有明显的局限性。图19-18所示的是当代先进的电子束品质检测方法之一。图19-18a中的大圆是测试位置电子束横断面,虚线方框为传感器,黑色小圆是传感器的接受孔(直径一般为20μm左右),传感器静止不动,电子束以面扫描方式高速扫描传感器,相当于传感器高速扫描静止的电子束束斑,传感器所记录的信号经过处理就能获得电子束束斑品质的量化特征,包括束斑直径和电子束能量密度分布,如图19-18b所示。传感器在冷却系统的辅助下,可以检测100kW功率高速扫描电子束的能量密度分布。对于中小功率的电子束,可以采用探针式传感器高速扫描静止的电子束进行检测。
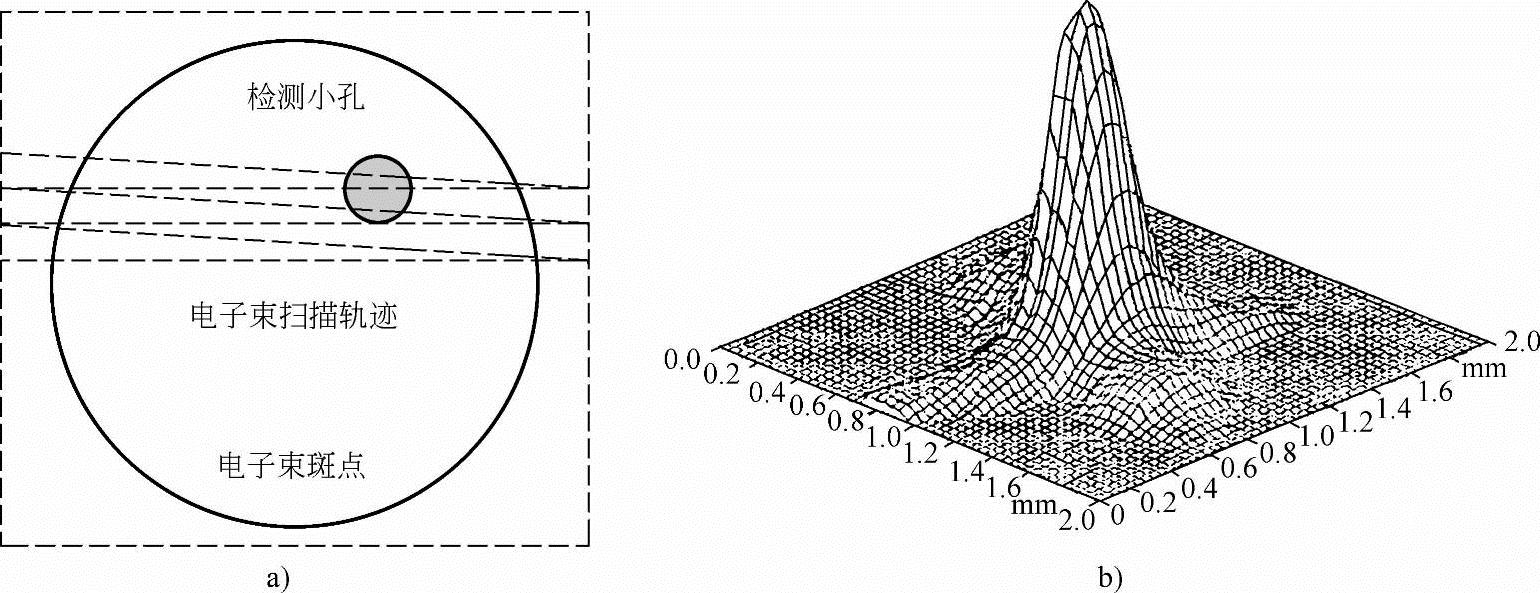
图19-18 电子束束斑品质的测量方法及结果
2.焊缝观察和跟踪
为了便于观察电子束与接头的相对位置、电子束焦点状态、工件移动和焊接过程,在电子枪和真空室装有光学观察系统、工业电视、二次电子成像系统和观察窗口等。图19-19示出了装在电子枪上的光学观察系统的结构简图,通过这个系统操作者可以得到放大了的电子束和焊缝的图像,这种方式适用于定枪结构。采用工业电视和二次电子成像系统可以使操作者连续地观察焊接过程,避免了肉眼受强烈光线刺激的危害,并且适用于动枪结构。所有的观察装置应采取措施防止金属飞溅、蒸气引起的污染和损害。
对观察系统得出的图像进行处理,并且与数控的运动系统相结合,可以实现焊缝的示教和实时跟踪。由于电子束焊接零件的加工及装配精度较高,所以一般不需采用实时焊缝跟踪系统。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





