电子束焊的焊接设备中用以产生和控制电子束的电子光学系统称为电子枪。图19-6为三极电子枪枪体结构示意图。现代电子束焊机多采用三极电子枪,其电极系统由阴极、聚束极(栅极)和阳极组成。阴极处于高的负电位,它与接地的阳极之问形成电子束的加速电场。聚束极相对于阴极呈负电位,通过调节其负电位的大小和改变其电极形状及位置可以调节电子束流的大小和改变电子束的形状。
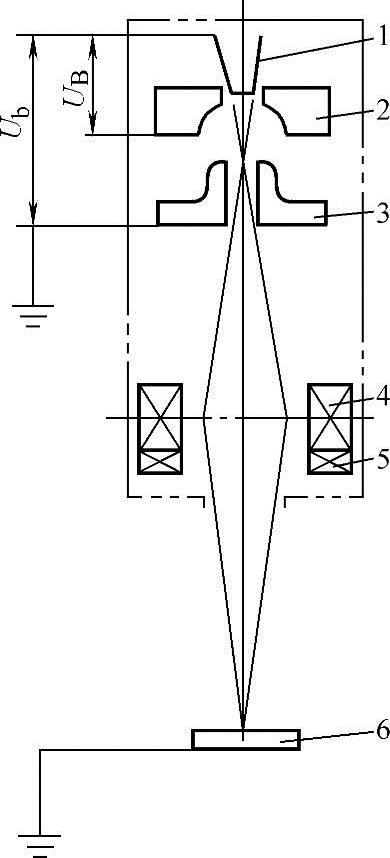
图19-6 三极电子枪枪体结构示意图
1—阴极 2—聚束极 3—阳极 4—聚焦线圈(电磁透镜) 5—偏转线圈 6—工件 Ub—加速电压 UB—偏压
二极电子束枪是由阴极、聚束极和阳极组成的电极系统,聚束极与阴极等电位。在一定的加速电压下,通过调节阴极温度来改变阴极发射的电子流,从而调节电子束流的大小。
在焊接电子枪中采用热电子发射能力强而且不易“中毒”的材料作阴极,常用的材料有钨、钽、六硼化镧(LaB6)等。六硼化镧在较低的工作温度下具有很强的发射电子的能力,常用作大功率电子枪的问接加热式阴极。这种阴极在工作过程中遭受离子的轰击,会改变其形状和成分,使发射电子的能力随着阴极使用的时问有所变化。含钍的钨极,热电子发射能力强,但在长期工作中,正离子的轰击也会使表面成分发生变化,影响其发射电子的稳定性。用钨或钽制成的直热式阴极结构简单,但要防止阴极的热变形和补偿加热电流的磁场对电子束的偏转作用。
阴极的温度是影响热电子发射能力的主要因素之一,下列公式为纯金属阴极发射电流密度的表达式:
jε=rDT2exp(-Φ/kT)
式中jε——发射电流密度(A/cm2);
r——常数,因阴极材料而异(见表19-1);
D——阴极表面平均电子透射系数;
T——阴极绝对温度(k);
Φ——逸出功(eV);
k——波耳兹曼常数,k=1.38x10-23J/k。
表19-1列出了几种阴极材料的电子发射特性。
阴极的加热方式有两种:直接加热和问接加热。对直热式阴极,加热电流的类型和大小是影响阴极寿命和电子束从技术上稳定的主要因素。在使用三极电子枪时,应在开环条件下,对特定形状和尺寸的阴极,实验测定阴极加热电流与电子束流的关系曲线(图19-7)。阴极加热电流应选择在曲线进入饱和区的A点处。这样既可以避免使用过大的加热电流而影响阴极寿命,又可以减小加热电流的波动对电子束从技术上的影响。对直热式阴极一般应采用直流加热,电流脉动系数应小于3%。交流加热电流产生的磁场会引起电子束周期摆动。
表19-1 几种阴极村料的电子发射特性(https://www.daowen.com)
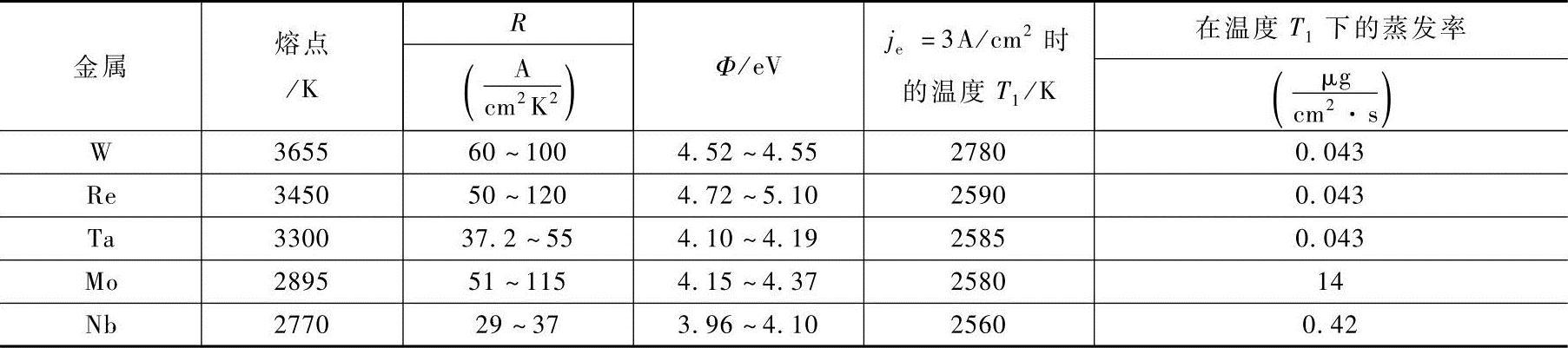
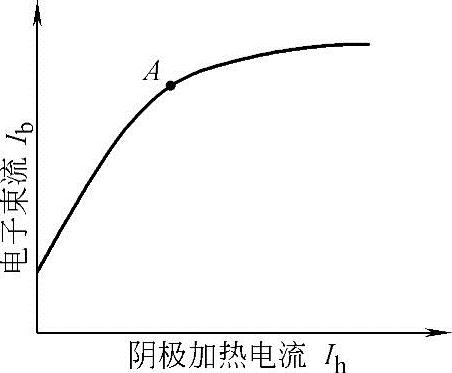
图19-7 三极枪直热式阴极加热电流的选择
问接加热式阴极结构示于图19-8。在加热灯丝和阴极之问应加几千伏的电压,以使阴极受到热电子的撞击而升温。这种电极的热惯性大、寿命长。
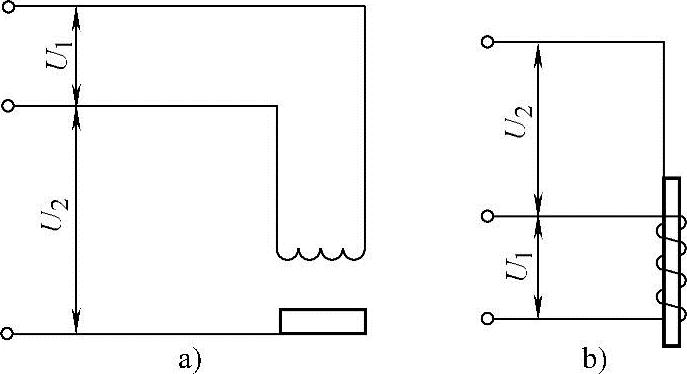
图19-8 间接加热式阴极结构示意图
a)盘状阴极 b)棒状阴极 U1—灯丝加热电压 U2—撞击加热电压
阴极的形状及其与偏压电极的相对位置是影响电子束斑点位置和形状及会聚角的重要因素。对于电子枪的阴极应采用精密加工和准确的成形工艺,装卸阴极应采用专用夹具,以便确保长期工作时阴极形状和位置的稳定性。通常,阴极形状及其相对位置的尺寸精度和重复装配精度应保持在0.05~0.15mm范围内。
电子枪的电极系统还构成电子束的静电透镜,它使阴极发射的电子会聚在阳极附近,形成交叉点。电子束穿过阳极孔后,逐渐发散,然后通过电磁透镜(聚焦线圈)使电子束再次会聚在待焊工件表面或其附近而形成斑点。电子束会聚角越大,其斑点就越小。对于焊接电子枪,一般采用小会聚角电子束,不追求过小的电子束斑点。
电子枪的静电透镜和电磁透镜的各部件应保持同心(也称合轴),否则电子束轨迹将发生畸变,在调节聚焦或改变束流时电子束将发生位置偏移,所以电子枪上应设有机械式或电磁式的合轴调节机构。
大功率电子枪(大于30kW)可设置两个聚焦线圈,并在电子束通道上设置小直径光阑(图19-9),以减少金属蒸气和离子对电子枪工作稳定性的影响。同时,双聚焦还增加了调节电子束形状的可能性。
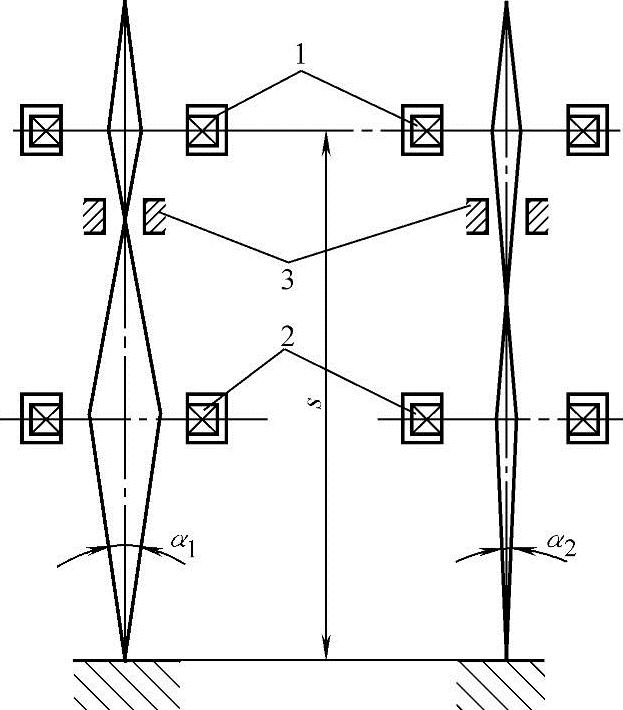
图19-9 双聚焦线圈的电子枪示意图
1—第一聚焦 2—第二聚焦 3—光阑 s—工作距离 α1、α2—会聚角
偏转线圈用来使电子束作重复性摆动或偏移。偏转线圈的磁心可选用高频特性好的铁氧体。在偏转频率高于10kHz时,应采用空心偏转线圈,以保证偏转线圈的励磁电流与磁场强度的线性关系。
电子枪的电子光学设计是电子束焊机的重要环节,对于使用电子束焊机的技术人员也应具备有关电子光学的一些基本知识。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







