1)按电子束加速电压高低可分为高压电子束焊(120kV以上)、中压电子束焊(60~100kV)和低压电子束焊(40kV以下)三类。工业领域常用的高压真空电子束焊机的加速电压为150kV,功率一般都小于60kW;中压真空电子束焊机的加速电压多为60kV,功率一般都小于75kW。
2)按被焊工件所处的环境的真空度可分为三种:高真空电子束焊、低真空电子束焊和非真空电子束焊。
高真空电子束焊是在10-4~10-1Pa的压强下进行的。良好的真空条件,可以保证对熔池的“保护”,防止金属元素的氧化和烧损,适用于活性金属、难熔金属和质量要求高的工件的焊接。
低真空电子束焊是在10-1~10Pa的压强下进行的。从图19-3可知,压强为4Pa时束流密度及其相应的功率密度的最大值与高真空的最大值相差很小。因此低真空电子束焊也具有束流密度和功率密度高的特点。由于只需抽到低真空,适用于批量大的零件的焊接和在生产线上使用。例如,变速器组合齿轮多采用低真空电子束焊接。
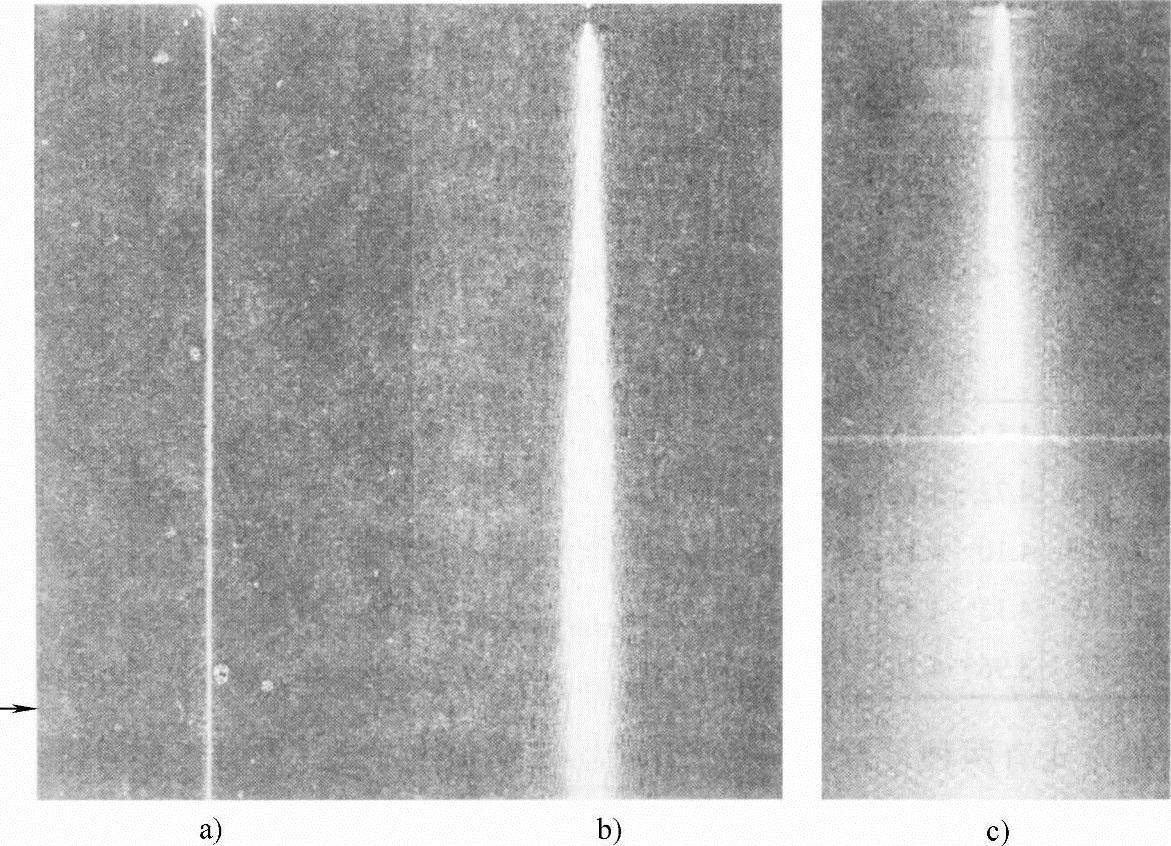
在非真空电子束焊机中,电子束仍是在高真空条件下产生的,然后穿过一组光阑、气阻和若干级预真空室,射到处于大气中的工件上。由图19-3可知,在压强增加到15Pa时,由于散射,电子束功率密度实验条件:Ub=60kV;Ib=90mA;zb=525mm(zb为电子枪的工作距离,即从电磁透镜中心平面到工件表面的距离)明显下降。图19-4所示的是在氦气中电子束的散射情况。由于氦的密度小,在500Pa时电子束的发散仍较小,随着气压的升高,发散逐渐增大。在空气中,电子束散射更加强烈。即使将电子枪的工作距离限制在20~50mm,焊缝深度也小于60mm,焊缝深宽比最大也只能达到5:1。
图19-5a所示的铜合金焊接接头,采用270kV的加速电压,60kW的功率,工作距离20mm,焊接深度仅为29mm,焊缝深宽比也较小。从图中可以看出非真空电子束焊接的接头特征。然而在真空条件下,电子束焊接的深度大大提高,图19-5b所示是5083铝合金真空电子束焊缝的照片,其焊接深度达到450mm。
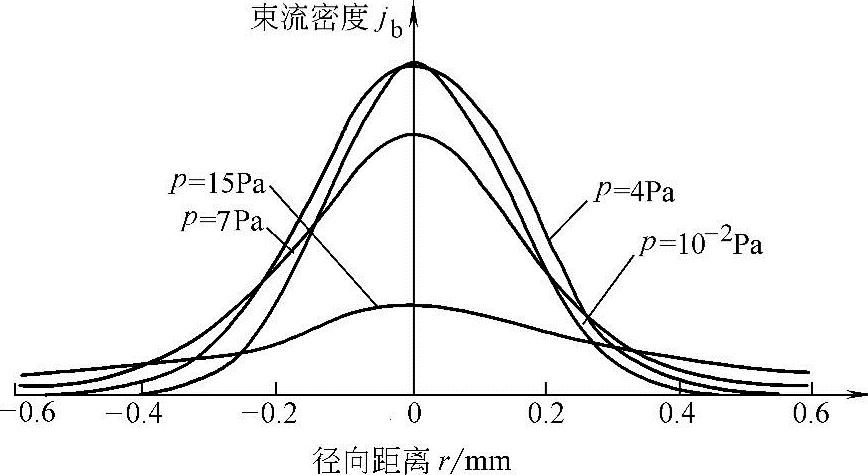
图19-3 不同压强下电子束斑点束流密度jb的分布
 (https://www.daowen.com)
(https://www.daowen.com)
图19-4 氦气氛下电子束在不同真空度下的发散形态
a)500Pa b)104Pa c)9x104Pa
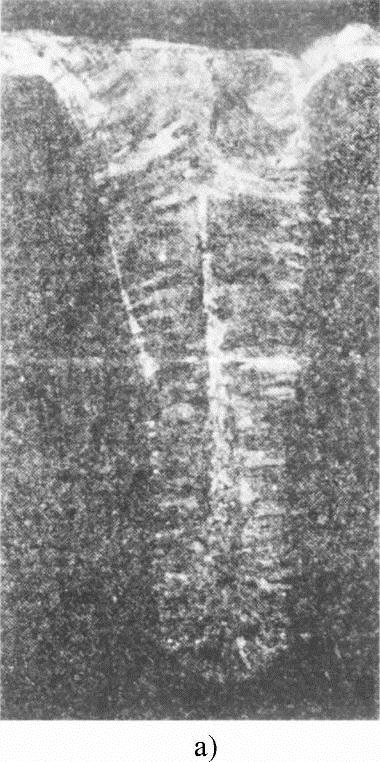
图19-5 电子束焊缝金相照片
a)非真空
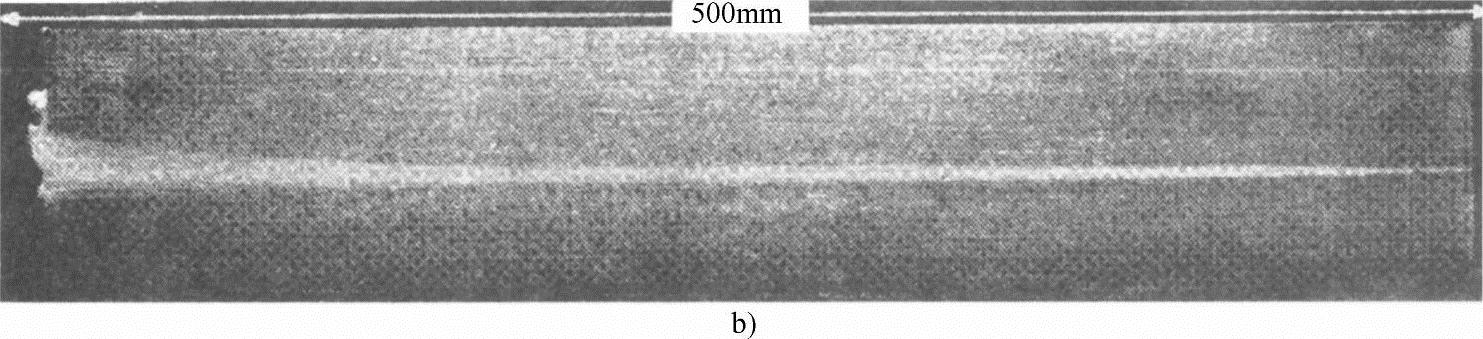
图19-5 电子束焊缝金相照片(续)
b)真空
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




