电子束焊一般是指在真空环境下,利用会聚的高速电子流轰击工件接缝处所产生的热能,使被焊金属熔合的一种焊接方法。电子轰击工件时,动能转变为热能。电子束作为焊接热源有两个明显的特点:
1)功率密度高。电子束焊时常用的加速电压范围为30~150kV。电子束电流为20~1000mA。电子束焦点直径为0.1~1mm。这样,电子束的功率密度可达106W/cm2以上,属于高能束流。
2)精确、快速的可控性。作为物质基本粒子的电子具有极小的质量(9.1x10-31kg)和一定的负电荷(1.6x10-19C),电子的荷质比高达1.76x1011 C/kg,通过电场、磁场对电子束可进行快速而精确的控制。电子束的这一特点明显地优于同为高能束流的激光,后者只能用透镜和反射镜控制。
基于电子束的上述特点和焊接时的真空条件,真空电子束焊具有下列主要优缺点。
优点:
1)电子束穿透能力强,焊缝深宽比大,可达到50:1。图19-1所示的是电子束焊缝的特点。图19-1a是电子束焊接过程的示意图,上部是电子枪的出口,中部的亮带就是高速的电子流,下部是电子束焊接后在铝合金活塞上形成焊缝的断面照片。其标尺显示焊缝深度为70mm,而焊缝的宽度仅为1mm左右,焊缝深宽比大。图19-1b是工程应用中常用的优质电子束焊的焊缝形状的照片,焊缝自上到下宽度均匀,称“平行焊缝”。图19-1c是25mm钢材等厚度电子束焊焊缝和开双面坡口弧焊焊缝横断面对比的金相照片,电子束焊时可以不开坡口实现单道大厚度焊接,辅助材料和能源的消耗只是弧焊的数十分之一。
2)焊接速度快,热影响区小,焊接变形小。电子束焊的焊接速度一般在1m/min以上,由图19-1b可以看出,电子束焊的焊缝热影响区很小,有时几乎不存在。焊接热输入小以及“平行焊缝”的特点使得电子束焊的变形较小,因此对于精加工的工件,电子束焊可用作最后连接工序,焊后仍保持足够高的精度。
3)真空环境利于提高焊缝质量。真空电子束焊不仅可以防止熔化金属受到氢、氧、氮等有害气体的污染,而且有利于焊缝金属的除气和净化,因而特别适于活泼金属的焊接。也常用电子束焊焊接真空密封元件,焊后元件内部保持在真空状态。
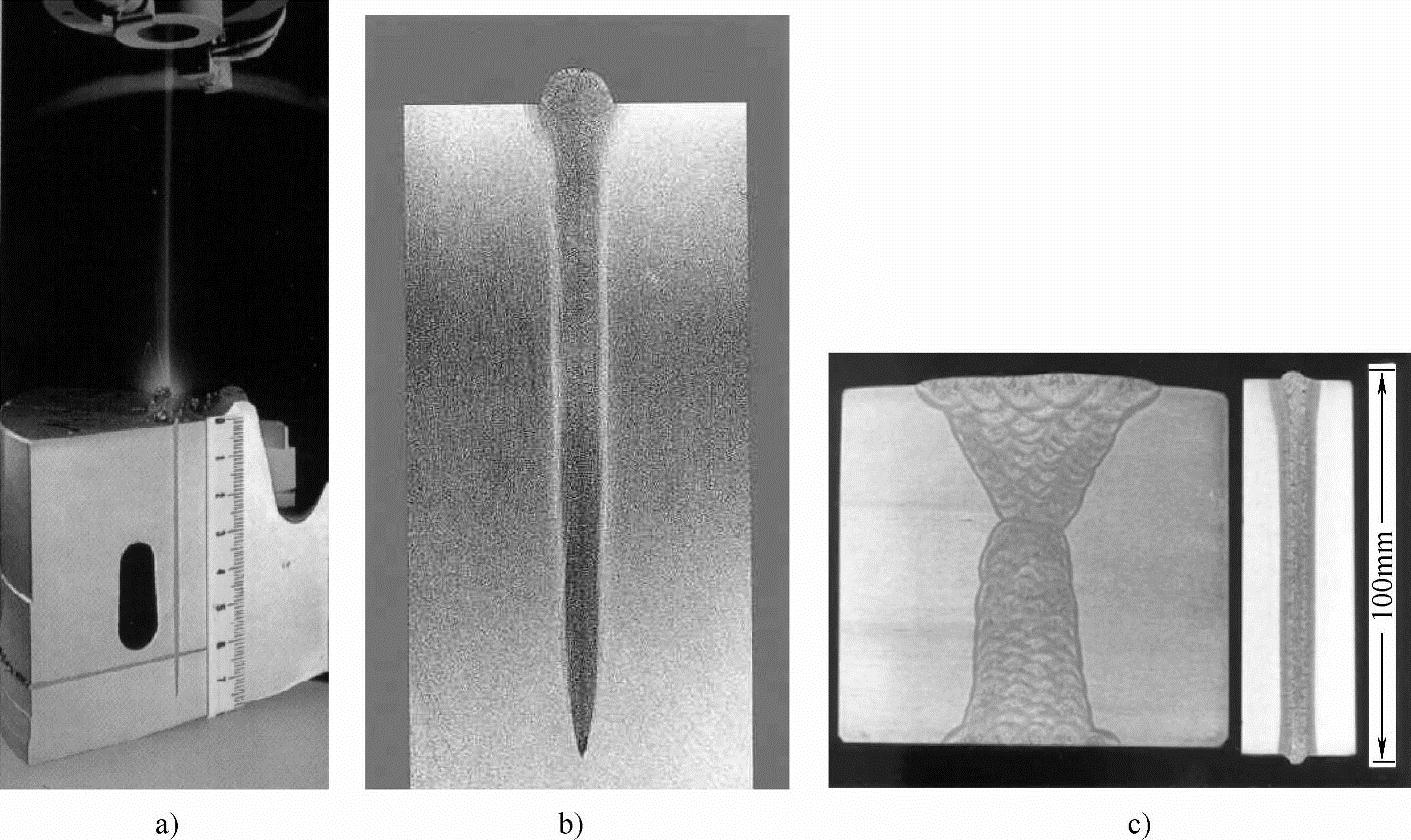
图19-1 电子束焊焊缝的特点
a)电子束焊焊接过程的示意图 b)电子束焊焊缝形状 c)电子束焊焊缝与弧焊的比较(https://www.daowen.com)
4)焊接可达性好。电子束在真空中可以传到较远的位置上进行焊接,只要束流可达,就可以进行焊接。因而能够进行一般焊接方法的焊炬、电极等难以接近部位的焊接。
5)电子束易受控。通过控制电子束的偏移,可以实现复杂接缝的自动焊接。可以通过电子束扫描熔池来消除缺陷,提高接头质量。
缺点:
1)设备比较复杂,费用比较昂贵。
2)焊接前对接头加工、装配要求严格,以保证接头位置准确,问隙小而且均匀。
3)真空电子束焊接时,被焊工件尺寸和形状常常受到真空室的限制。
4)电子束易受杂散电磁场的干扰,影响焊接质量。
5)电子束焊时产生的X射线需要严加防护以保证操作人员的健康和安全。
由于有上述的优势,电子束焊技术可以焊接难熔合金和难焊材料,焊接深度大,焊缝性能好,焊接变形小,焊接精度高,并具有较高的生产率,因此在核能、航空、航天、汽车、压力容器以及工具制造等工业中得到了广泛的应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





