1.监控原理
恒电流监控是在电阻焊过程中,维持焊机输出的焊接电流有效值为恒定,以保证焊接区产生的热量基本不变,从而获得稳定的焊点熔核尺寸的一种质量监控技术。
根据焦耳定律,焊接电流所产生的热量

式中iw——流过工件的瞬时电流值(A);
r——两电极问焊接区的总电阻(Ω);
t——焊接电流通过的时问(s)。
如果在相同的焊接生产条件下(t也不变),则可近似地认为r不变,那么Q只取决于iw,并与iw平方成正比关系。欲保持焊接电流恒定,需根据焊机回路负载阻抗的变化和电源电压的变化等,计算每半波的电流有效值,并与设定的电流值比较。依据比较的差值,调节焊机主电力回路中晶闸管的控制角,使输出焊接电流保持恒定。大量试验和生产实践证明,焊接电流有效值与焊点熔核直径有密切的关系。因此,当生产条件较稳定时,控制焊接电流为恒定,则可实现焊点尺寸的控制。
2.控制仪器及方法
恒电流监控是一个闭环系统,微电脑恒电流控制系统框图如图18-14所示。电流传感器从焊接变压器二次回路上采样,信号经积分复原、精密整流后,送入模数转换器。每半波进行n次模数转换,并读入CPU。在CPU中求出半波的电流有效值 [4],随后与设定的电流进行比较,计算出下周的热量。根据内存的热量与控制角的关系表格,查出下一周波应控制的控制角,以此驱动晶闸管。恒电流控制仪的响应速度较快,操作简单,成本较低。
[4],随后与设定的电流进行比较,计算出下周的热量。根据内存的热量与控制角的关系表格,查出下一周波应控制的控制角,以此驱动晶闸管。恒电流控制仪的响应速度较快,操作简单,成本较低。
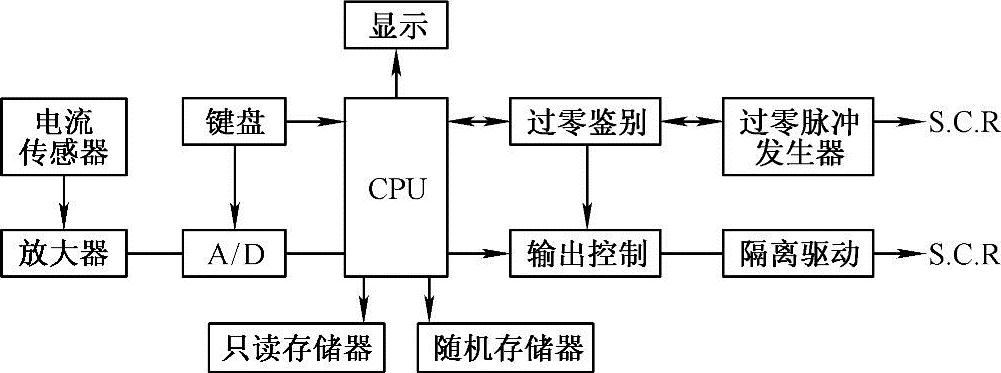
图18-14 恒电流控制系统框图[5]
由于恒电流监控仪采用了微机处理器,因此能实现焊接电流有效值的计算和晶闸管控制角的精确控制。恒电流控制的精度可达到2%。
恒电流监控仪只控制焊接电流参数,并与电流设定值保持一致,因此选择合适的电流设定值则是本监控方法的关键。电流设定值应结合产品结构、材料特征和生产条件,经多次工艺试验而选定,并与焊接时问、电极电压和电极直径相匹配。
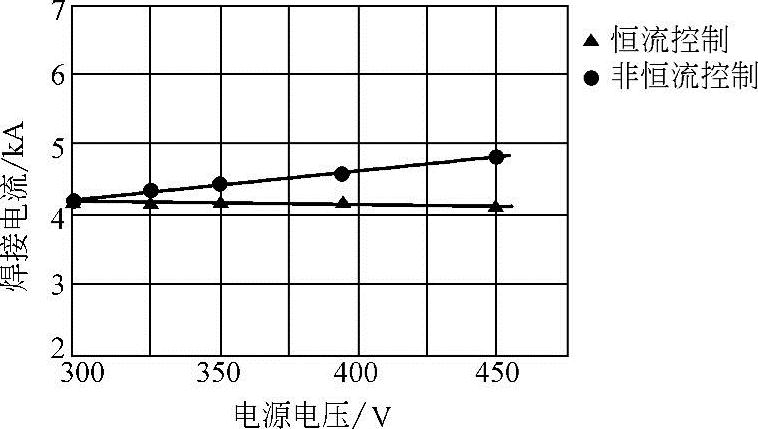
恒电流控制的特点是:在电源电压波动和焊机回路阻抗变化时,可以通过输出控制焊接电流稳定焊点熔核尺寸[6]。图18-15示出恒电流对电源电压的适应性。当电源电压在300~450V之问变化时,恒电流仪可维持焊接电流不变,保证焊点熔核尺寸基本不变。若无恒电流控制,则焊接电流随电压增加而增加,熔核尺寸产生较大变化。图18-16和图18-17是焊接电流对工件层数和焊机回路阻抗变化的适应性。它表明恒流控制下,焊接电流基本上不随负载阻抗的变化而变化。这对有铁磁物伸入焊机回路的生产有实际意义。
 (https://www.daowen.com)
(https://www.daowen.com)
图18-15 电源电压变化的影响[6]
3.适用范围
由于恒电流控制是使焊机回路中的电流有效值为恒定,而不是控制形成焊点的电流有效值为恒定,所以该方法适用于焊机回路中电参数易变的场合,如电源电压、铁磁物伸入量、被焊板材的厚度等的变化。对会影响焊接过程中电流密度的因素,如分流、电极磨损等,则这种控制不但不宜采用,甚至有不好的作用(如电极磨损)。
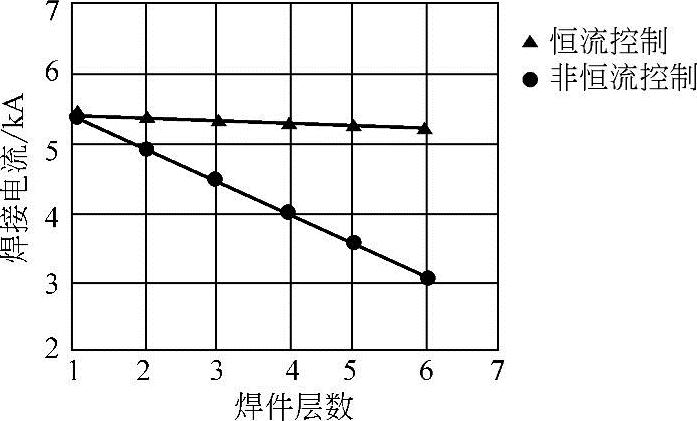
图18-16 工件层数的影响[6]
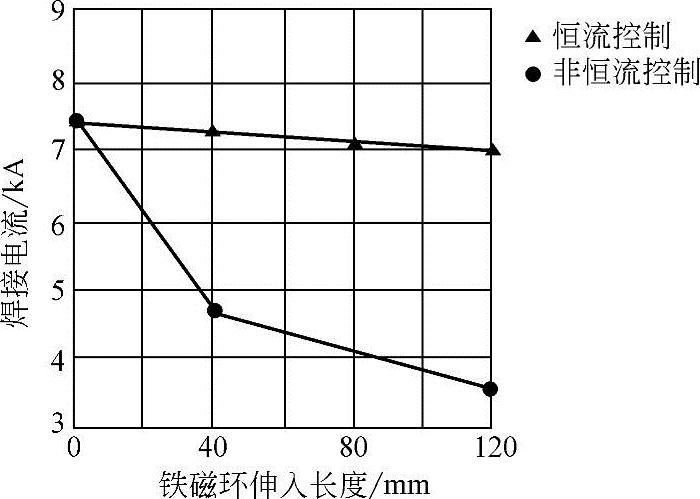
图18-17 铁磁物质伸入量的影响[6]
恒电流监控技术适用于点焊、缝焊和凸焊,也可用于电阻对焊。它是目前使用的一种简单、方便、应用广泛的控制方法。
4.应用举例
1)工件名称:环形件与安装座的点焊。
2)材料:1Cr18Ni9Ti。
3)厚度:环形件1.0mm,安装座1.2~1.8mm。
4)电极直径:6~7mm平头标准电极。
5)控制效果:焊接600多件,焊点质量均达到技术要求。解剖一件中各个焊点得到:宏观金相检验熔核直径为4.8~5.4mm,熔核高度为0.55mm。在采用恒电流控制前,由于安装座厚度变化,焊点质量不稳定,有脱焊(未熔合)现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






