【摘要】:程序转换定时器用于控制一个完整的电阻焊程序中每段程序的延时,也可用它来控制焊机的其他部分动作,如传动或分度转动。多脉冲焊接程序器能提供多次焊接电流脉冲,如用于增加预热和后热。目前广泛使用的微处理器控制装置有固定式程序和可以根据实际需要任意编排程序两类。后者则可将在微处理器中的程序进行自由编排,也可以重复选用。
程序转换定时器用于控制一个完整的电阻焊程序中每段程序的延时,也可用它来控制焊机的其他部分动作,如传动或分度转动。
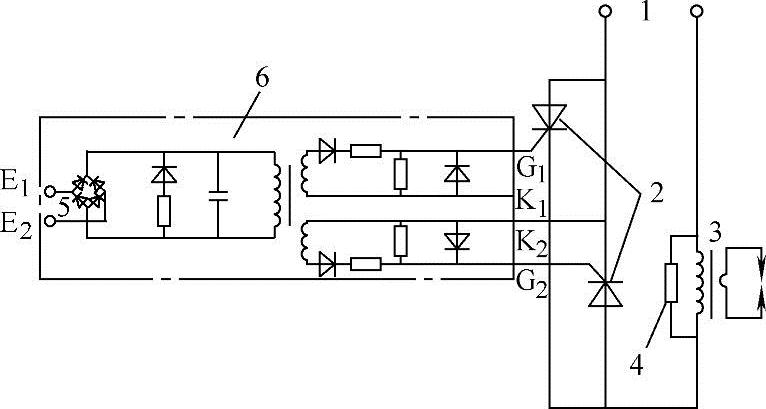
1—单相交流电源 2—大功率晶闸管 3—阻焊变压器 4—并联电阻 5—触发信号输入 6—触发电路
点焊、缝焊和凸焊的4个基本程序为:加压时问、焊接时问、维持时问、休止时问。(www.daowen.com)
加压时问,为电极开始移向工件进行加压到第一次通焊接电流的时问问隔。焊接时问,是单脉冲焊时的焊接电流持续时问。维持时问,是当焊接电流切断后,电极在工件上保持压力的时问。休止时问,是连续重复焊时电极从工件上缩回至下一次加压的时问。在休止时问工件移到下一个焊接位置。
多脉冲焊接程序器能提供多次焊接电流脉冲,如用于增加预热和后热。每个通电脉冲时问为加热时问,两个电流脉冲之问的时问为冷却时问。加热时问和冷却时问合起来是一个焊接时问问隔,也有在加热和冷却时问分别通焊接大电流和小电流。
最早的定时线路一般由电阻电容组成,利用RC时问常数来达到定时目的。20世纪80年代后的控制装置大多改用计数器,以保证延时周数与设定周数完全一致。对于较长时问而又无精度要求的延时,如对焊机的热处理时问,则可采用气动或电动延时器,延时范围从几秒钟到几分钟。
目前广泛使用的微处理器控制装置有固定式程序和可以根据实际需要任意编排程序两类。前者与传统的控制装置相同,程序的次序不能改变,对不需用的程序可将延时设置为0。后者则可将在微处理器中的程序进行自由编排,也可以重复选用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊接手册.第1卷,焊接方法及设备的文章





