
1台标准的闪光对焊机包括:机架、闪光和顶锻机构、夹具和夹紧机构、阻焊变压器和级数调节组,以及配套的电气控制箱。
对焊机的阻焊变压器实质上和其他类型电阻焊机的阻焊变压器相同。阻焊变压器的一次线圈与级数调节组,通过电磁接触器或由晶闸管组成的主电力开关与电网接通。当采用晶闸管开关时,还可配合热量控制器,以便为预热或焊后热处理提供较小的电功率。
1.夹具和夹紧机构
对焊机的夹具包括静夹具和动夹具两部分。通常,静夹具固定安装在机架上,并与机架在电气上绝缘。大多数焊机中还有活动调节部件,以保证电极和工件焊接时对准中心线。动夹具则安装在活动导轨上,并与闪光和顶锻机构相连接。夹具座由于承受很大的钳口夹紧力,通常都用铸钢件或焊接结构件。两个夹具上的导电钳口分别与阻焊变压器的二次输出端相连。钳口一方面夹持工件,另一方面还要向工件传递焊接电流。
夹具在顶锻时需阻止工件打滑,夹紧力一般为顶锻力的2.5~3倍,同时还支承工件并使之对准中心线。因此夹具应是可调节的。另外为适应不同长度和几何形状的工件,夹具也应可调换。夹具在结构上必须有足够刚性,才能承受顶锻压力而不变形。当工件允许用止挡块时,夹具的夹紧力只需保证良好的电接触及维持端面对中即可。
不同的夹紧机构可以容纳不同形式的工件。这些机构可以分为在垂直位置工作或在水平位置工作。垂直夹紧机构常用于棒类毛坯或其他紧凑截面的工件。图17-19和图17-20是这种类型对焊机的外形图。
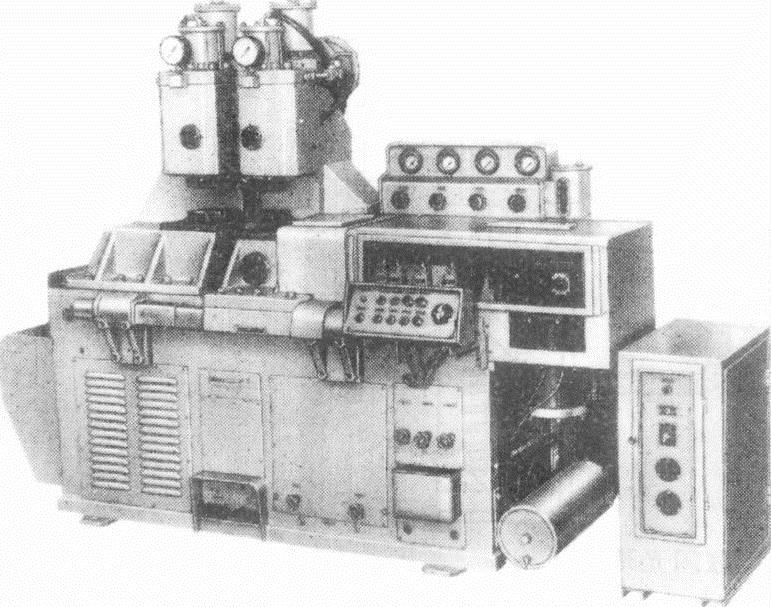
图17-19 UN17—150—1型对焊机
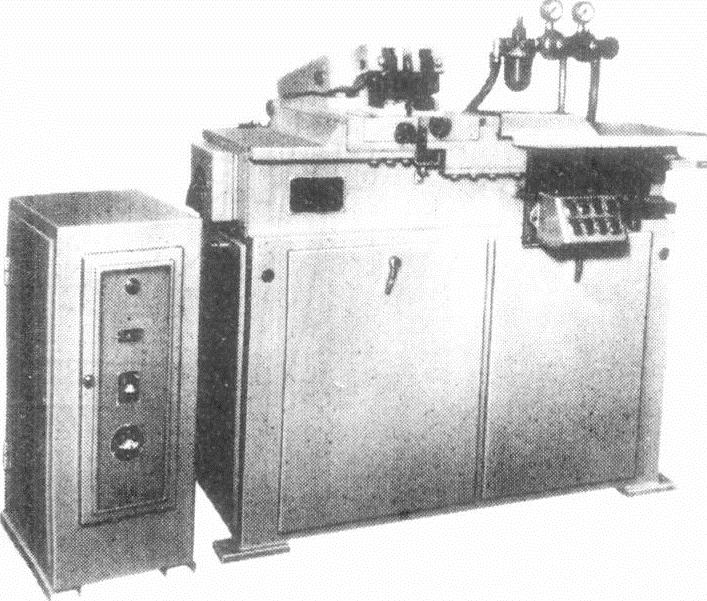
图17-20 UN—40型对焊机
夹紧机构的动力源有手动、气压及气-液压等几种形式,以适合各种工件形状、尺寸以及焊机功率等的要求。在中小功率的对焊机中,常采用手动夹紧机构和气压夹紧机构。在大功率对焊机上,则须采用气-液压夹紧或液压夹紧机构。
2.闪光和顶锻机构(www.daowen.com)
用于闪光和顶锻的机构类型取决于焊机的大小和使用的要求,有杠杆扩力机构、凸轮机构、气-液压传动及液压传动机构等。
最简单的闪光顶锻机构是手工操作的杠杆扩力机构。这种机构所能得到的顶锻力是靠人力产生,所以不够稳定,而且顶锻速度低,只能用于要求不高的场合。
用电动机驱动的凸轮机构,凸轮是按特定的曲线制成的。凸轮的旋转速度决定着闪光时问。动夹具可由凸轮直接驱动或者通过杠杆机构推动。凸轮送进机构具有结构简单、闪光稳定,便于自动控制等优点。其缺点是顶锻速度受到限制,凸轮的制造要求高,闪光位移曲线变化困难等。
中等功率的闪光焊机多采用气-液压联合闪光和顶锻机构,如图17-21所示。这种机构的优点是闪光速度可随意调节,顶锻速度快,顶锻力大。由于采用了行程控制放大装置,故控制准确、稳定性好。
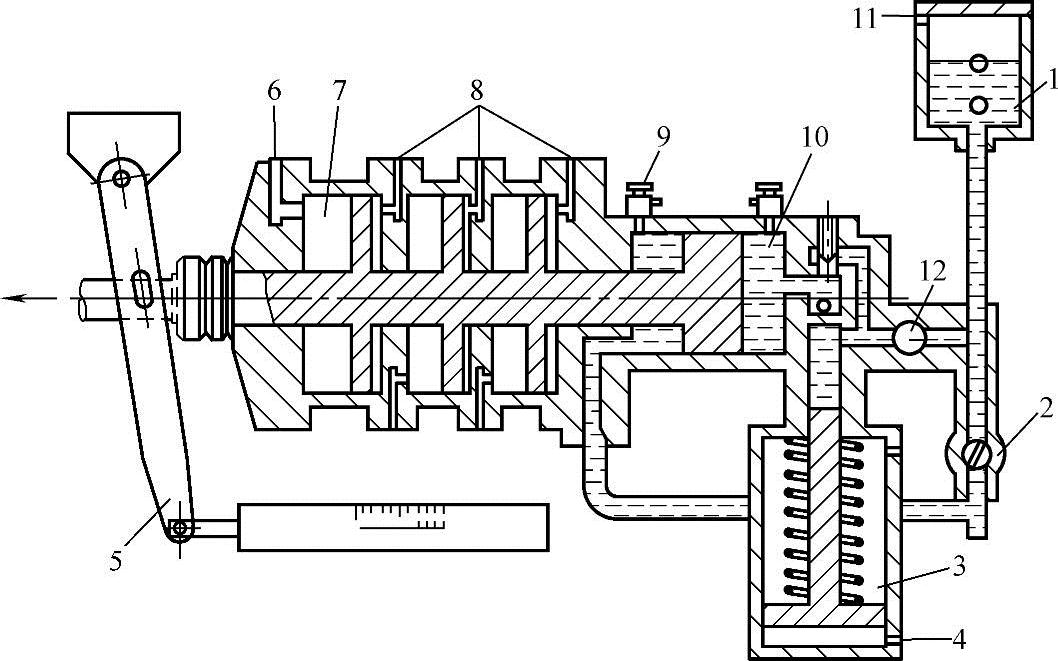
图17-21 气-液压联合闪光顶锻机构
1—油箱 2—调节阀 3—增压气缸 4—顶锻气压 5—行程放大杠杆 6—后退气压 7—三层气缸 8—前进气压 9—放气阀 10—阻尼油缸 11—油面气压 12—旁路阀
大功率闪光对焊机一般是采用液压传动机构。液压伺服系统控制闪光和顶锻时动夹具的运动程序。伺服系统可由凸轮控制,也可同时由二次电压或一次电流发出的电信号进行控制。
电动机驱动的闪光凸轮机构可与气动或液压的顶锻机构联用。联用后可对顶锻速度、顶锻距离及顶锻压力进行独立调节。通常采用行程开关使动夹具的机械运动能适应焊接过程的需要。
在焊接大截面的工件或者没有预热而一开始便要求连续闪光的一些新结构焊机中,为使闪光过程保持稳定,防止可能产生的瞬问短路现象,采用了振动闪光过程。这就使动夹具在前进过程中以一定的振幅和频率作前后振动。
为改善焊接接头的力学性能,瑞士生产的一种钢轨对焊机中将顶锻过程分为合缝顶锻和可控顶锻两个程序。合缝顶锻是使工件结合面在闪光终止时高速合缝。可控顶锻是以较小的顶锻力使工件逐渐完成塑性变形,避免由于过大变形量而使接头区域硬化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







