电热镦锻是将一根金属棒夹在对焊机的两对夹钳上,当通以电流时,两对夹钳问的金属被加热至塑性状态,并在压力作用下变粗。夹钳问金属棒的最大可镦锻长度约为棒直径的4倍。
图16-15a是单重镦粗的初始情况,初始夹钳距离是杆径的4倍。图16-15b为镦粗后的情况。图中右侧为定夹钳,左侧为动夹钳。夹紧工件后通电加热,动夹钳向定夹钳方向移动,形成如图的镦粗结果。图16-16是多重镦粗的情况。当第一次镦粗完成后形成右边的第一个鼓包,然后左边夹钳松开,后退并再次夹紧,进行下一次镦粗。如此反复镦粗的结果如图16-16b所示。若定夹钳换为固定挡块,则多重镦粗结果如图16-16c。
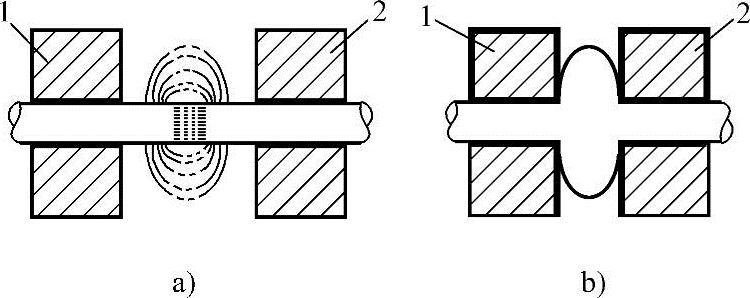
图16-15 单重镦粗
1—动夹钳 2—定夹钳
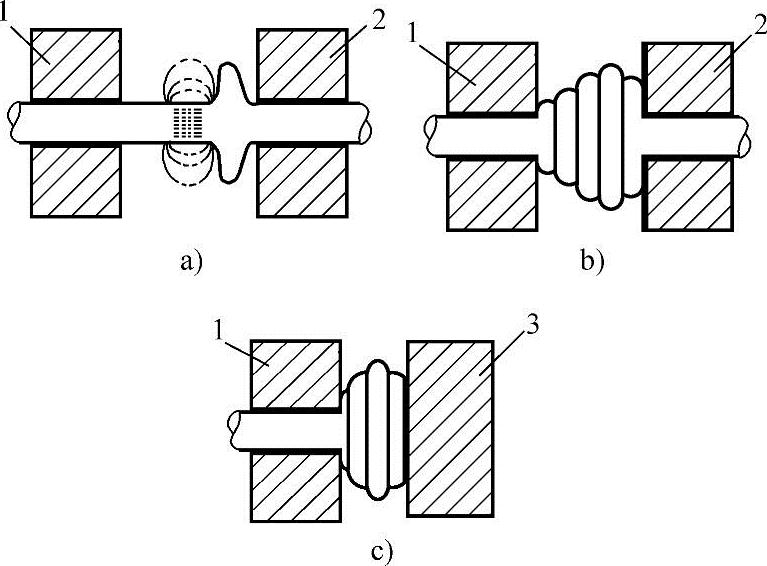
图16-16 多重镦粗
a)第一次镦粗后 b)、c)多次镦粗后(c中定夹钳换为固定挡块)
1—动夹钳 2—定夹钳 3—固定挡块(www.daowen.com)
电热镦锻也可用于管材。用冷轧的方法只能在薄壁的管子上形成浅波纹或凸缘,而电热镦锻可以容易地在壁厚或直径较大的管子上进行这种镦粗(如图16-17)。
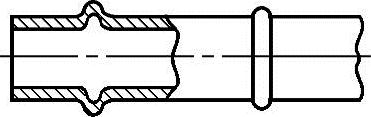
图16-17 管村镦粗
另一种镦粗方法是连续镦粗,如图16-18所示。此时,左侧夹钳的夹紧力较小,使得棒件可在夹钳中滑动,但夹紧力必须足以保持夹钳与工件问良好的导电通路。在对夹钳问工件通以电流加热的同时,对棒件露出左侧夹钳的部分施加向右的推力,则可实现镦粗。此时,两个夹钳的位置均固定不动,从左夹钳外部将棒件不断推入两夹钳问镦粗,因此不再限制镦粗长度为金属棒直径的4倍。图16-18b的右侧定夹钳换成了固定挡块,汽车发动机排气阀端部的圆盘就是采用这种方式成形的。
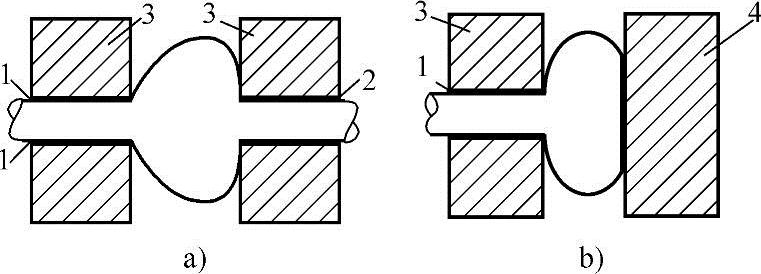
图16-18 连续镦粗
1—滑动接触 2—压紧接触 3—定夹钳 4—固定挡块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





