【摘要】:管子对焊广泛地应用于锅炉制造、管道工程及石油设备制造。根据管子的截面和材料,选择连续或预热闪光对焊。大直径厚壁钢管一般用预热闪光对焊,其焊接参数可参考表16-10。表16-9 20钢、12Cr1mov及12Cr18Ni12Ti钢管连续闪光对焊的焊接参数[14]表16-10 大截面低碳钢管预热闪光对焊的焊接参数[14]由于管子是展开形截面,散热较快,端面液态金属易于冷却,顶锻时难于挤出。管子焊接后,需去除内、外毛刺,以保证管子的外表光洁,内部有一定的通道孔径。
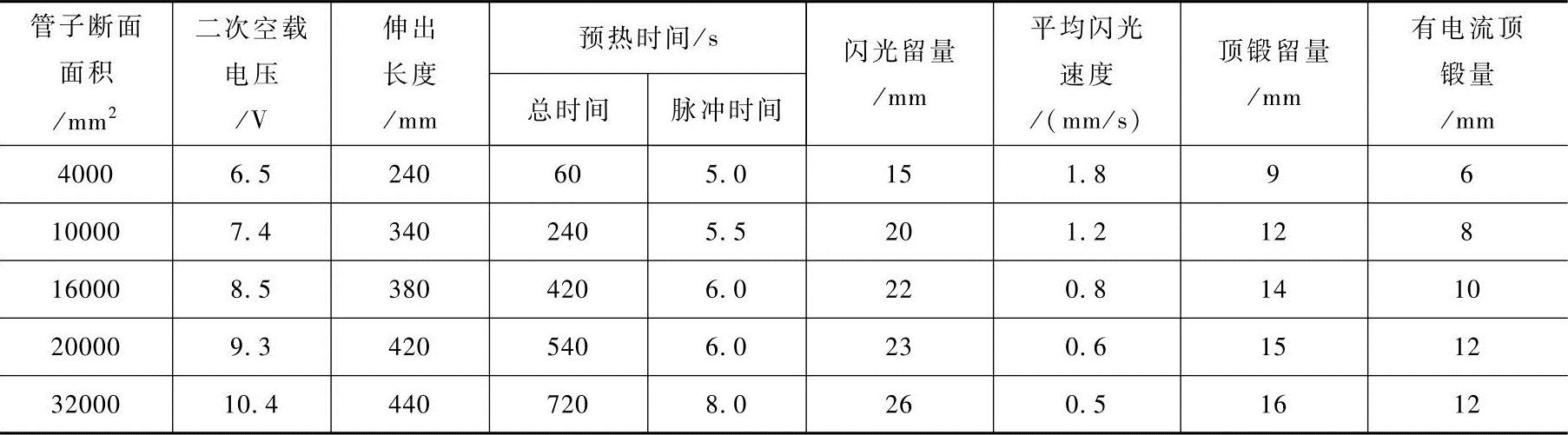
管子对焊广泛地应用于锅炉制造、管道工程及石油设备制造。根据管子的截面和材料,选择连续或预热闪光对焊。夹钳电极可以用半圆形或V形。通常,当管径与壁厚的比值大于10时,选用半圆形,以防管子被压扁;比值小于10时,可选用V形。为避免管子在夹钳电极中滑移,夹钳电极应有适当的工作长度。管径为20~50mm时,工作长度为管径的2~2.5倍;管径为200~300mm时,工作长度为管径的1~1.5倍。低碳钢和合金钢管连续闪光对焊的焊接参数可参考表16-9。大直径厚壁钢管一般用预热闪光对焊,其焊接参数可参考表16-10。
表16-9 20钢、12Cr1mov及12Cr18Ni12Ti钢管连续闪光对焊的焊接参数[14]
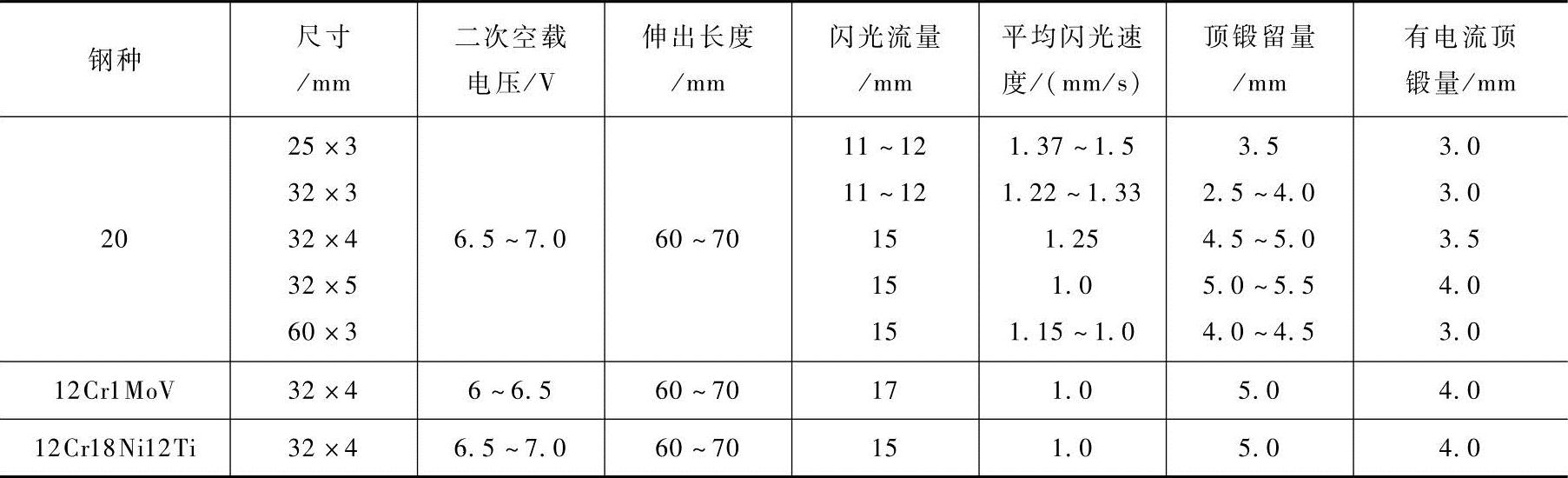
表16-10 大截面低碳钢管预热闪光对焊的焊接参数[14](www.daowen.com)
由于管子是展开形截面,散热较快,端面液态金属易于冷却,顶锻时难于挤出。面积分散使闪光过程中自保护作用减弱,因此当焊接参数选择不当时,非金属夹杂物会残留在接口中形成灰斑缺陷。保持稳定闪光,提高闪光和顶锻速度,并采用气体保护,能减少或消除灰斑。
管子焊接后,需去除内、外毛刺,以保证管子的外表光洁,内部有一定的通道孔径。去除毛刺需使用专用工具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊接手册.第1卷,焊接方法及设备的文章







