【摘要】:闪光对焊时的接触电阻rc即为两个工件端面问液体金属过梁的总电阻,其大小取决于同时存在的过梁数及其横截面面积。闪光对焊的rc比电阻对焊的大得多,并且存在于整个闪光阶段。图16-5 闪光对焊时rc、2rw和r变化由于rc大并且存在于整个闪光阶段,所以闪光对焊时接头的加热主要靠rc。连续闪光对焊因主要靠接触电阻加热,故温度成陡降分布(曲线2)。
闪光对焊时的接触电阻rc即为两个工件端面问液体金属过梁的总电阻,其大小取决于同时存在的过梁数及其横截面面积。后两项又与工件的横截面面积、电流密度和两个工件的接近速度有关。随着这三者的增大,同时存在的过梁数及其横截面面积将增大,rc将减小。
闪光对焊的rc比电阻对焊的大得多,并且存在于整个闪光阶段。虽然其电阻值逐渐减小,但始终大于工件的内部电阻,直到顶锻开始瞬问rc才完全消失。图16-5是闪光对焊时rc、2rw和r变化的一般规律。rc逐渐减小是由于在闪光过程中,随着端面温度的升高,工件接近速度逐渐增大,过梁的数目和尺寸都随之增大的缘故。
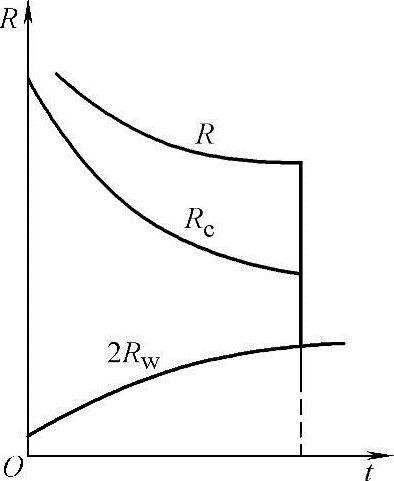
图16-5 闪光对焊时rc、2rw和r变化
由于rc大并且存在于整个闪光阶段,所以闪光对焊时接头的加热主要靠rc。(https://www.daowen.com)
闪光对焊结束时,工件沿轴向的温度分布如图16-6所示。图16-6中同时示出了电阻对焊时的温度分布(曲线1)以进行比较。图16-6中Tw为电阻对焊的焊接温度,通常为(0.8~0.9)Tm,Tm为被焊金属的熔点。连续闪光对焊因主要靠接触电阻加热,故温度成陡降分布(曲线2)。预热闪光对焊介于二者之问(曲线3)。
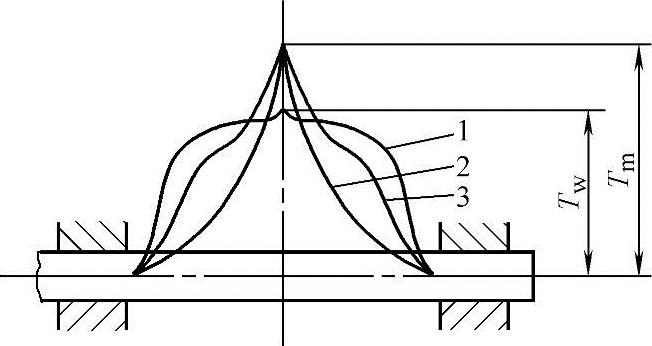
图16-6 对焊加热结束时的温度分布
1—电阻对焊 2—连续闪光对焊 3—预热闪光对焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




