对焊时的电阻分布,如图16-2所示。总电阻可用下式表示:
r=2rw+rc+2rew
式中rw——一个工件导电部分的内部电阻(Ω);
rc——两个工件问的接触电阻(Ω);
rew——工件与电极问的接触电阻(Ω)。
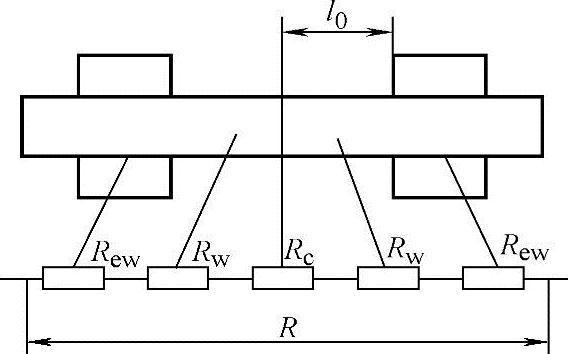
图16-2 对焊时的电阻分布
由于工件与电极之问的接触电阻小,且离接合面较远,故通常忽略不计。工件的内部电阻与被焊金属的电阻率ρ和工件伸出电极的长度l0成正比,与工件的横断面面积S成反比。(https://www.daowen.com)
和点焊时一样,电阻对焊时的接触电阻取决于接触面的表面状态、温度及压力。当接触端面有明显的氧化物或其他污物时,接触电阻就大。温度或压力的增高,都会因实际接触面积的增大而使接触电阻减小。焊接刚开始时,接触点上的电流密度很大。端面温度迅速升高后,接触电阻急剧减小。加热到一定温度(钢600℃,铝合金350℃)时,接触电阻完全消失。
图16-3是电阻对焊时,接触电阻rc、工件电阻2rw和总电阻r变化的一般规律。图中,2rw逐渐增大是由于工件温度逐渐升高造成的。
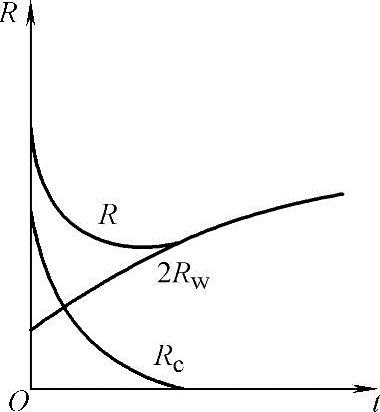
图16-3 电阻对焊时rc、2rw和r的变化
和点焊一样,对焊时的热源也是由焊接区电阻产生的电阻热。电阻对焊时,接触电阻存在的时问极短,产生的热量小于总热量的10%~15%。但因为这部分热量是在接触面附近很窄的区域内产生的,所以会使这一区域的温度迅速升高,内部电阻迅速增大。即使接触电阻完全消失,该区域的产热强度仍比其他部位高。所采用的焊接条件越强(即电流越大和通电时问越短),工件的压紧力越小,接触电阻对加热的影响越明显。
电阻对焊加热结束时,工件沿轴向的温度分布参见图16-6的曲线1。由于主要靠工件内部电阻加热,故温度分布比较平坦。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






