【摘要】:表14-2 低碳钢压平缝焊的焊接参数[6]表14-3 低碳钢垫箔缝焊的焊接参数[6]镀锌钢板的缝焊 镀锌钢板缝焊时,应注意防止产生裂纹,以免破坏焊缝的气密性。镀铝钢板的缝焊 第一类镀铝钢板缝焊的焊接参数见表14-6。对于第二类镀铝钢板,也和点焊一样,必须将电流增大15%~20%。由于黏附现象比镀锌钢板还严重,因此必须经常修整滚轮。镀铅钢板的缝焊 镀铅钢板对汽油有耐蚀性,故常用作汽车油箱。
表14-1 低碳钢搭接缝焊的焊接参数(气密性接头)[5]

w—滚轮接触面宽度 W—滚轮厚度。
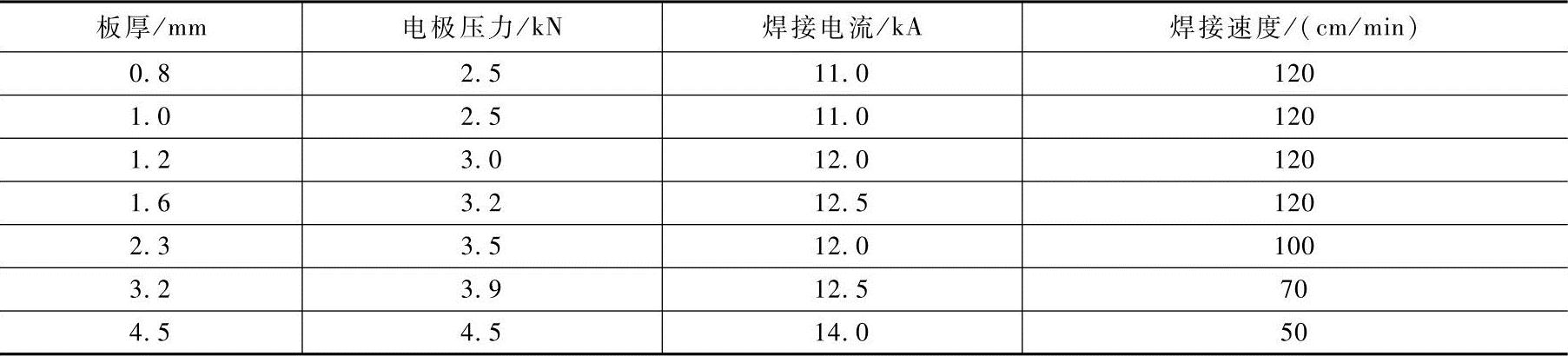
表14-2 低碳钢压平缝焊的焊接参数[6]

表14-3 低碳钢垫箔缝焊的焊接参数[6]
(1)镀锌钢板的缝焊 镀锌钢板缝焊时,应注意防止产生裂纹,以免破坏焊缝的气密性。裂纹产生的原因是残留在熔核内和扩散到热影响区的锌使接头脆化,受应力作用而引起的。防止裂纹的方法是正确选择焊接参数。试验证明,焊透率越小(10%~26%),裂纹缺陷就越少。焊接速度高时,散热条件差,表面过热,熔深大,则易产生裂纹。一般在保证熔核直径和接头强度的条件下,应尽量选用小电流、低焊接速度,以及强烈的外部水冷。(www.daowen.com)
表14-4 低合金钢(30CrMnSiA)缝焊的焊接参数[1]
注:滚轮直径为150~200mm
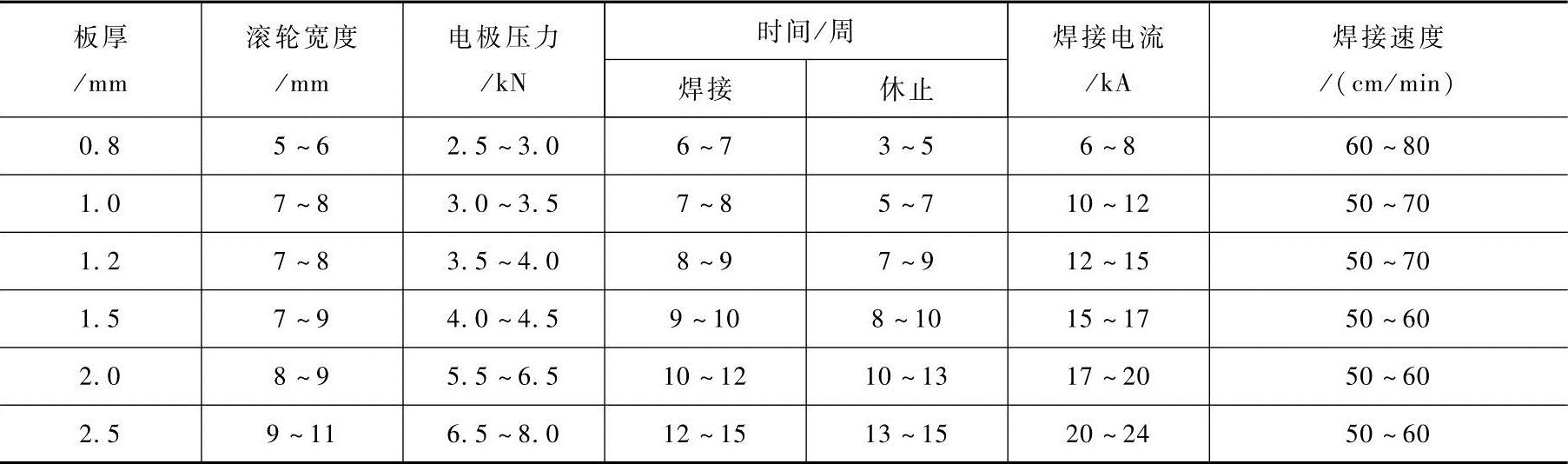
滚轮应采用压花钢轮传动,以便随时修整滚轮尺寸并清理其表面。表14-5是镀锌钢板缝焊的焊接参数。
(2)镀铝钢板的缝焊 第一类镀铝钢板缝焊的焊接参数见表14-6。对于第二类镀铝钢板,也和点焊一样,必须将电流增大15%~20%。由于黏附现象比镀锌钢板还严重,因此必须经常修整滚轮。
(3)镀铅钢板的缝焊 镀铅钢板对汽油有耐蚀性,故常用作汽车油箱。镀铅钢板的缝焊与镀锌钢板一样,主要问题也是裂纹,其焊接参数可参考表14-7。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





