镀层钢板点焊时的主要问题包括:
1)表层易破坏,失去原有镀层的作用。
2)电极易与镀层黏附,缩短电极使用寿命。
3)与低碳钢相比,适用的焊接参数范围较窄,易于形成未焊透或喷溅,因而必须精确控制焊接参数。
4)镀层金属的熔点通常比低碳钢低,加热时先熔化的镀层金属使两板问的接触面扩大,电流密度减小,因此焊接电流应比无镀层时大。
5)为了将已熔化的镀层金属排挤出接合面,电极压力应比无镀层时高。
贴聚氯乙烯塑料面的钢板焊接时,除保证必要的强度外,还应保证贴塑面不被破坏。因此必须采用单面点焊,并采用较短的焊接时问。
(1)镀锌钢板的点焊 镀锌钢板大致分为电镀锌钢板和热浸镀锌钢板,前者的镀层比后者薄。
点焊镀锌钢板用的电极,推荐采用2类电极合金。当对焊点外观要求很高时,可以采用1类合金。推荐用锥形电极形状,锥角120°~140°。使用焊钳时,推荐采用端面半径为25~50mm的球面电极。
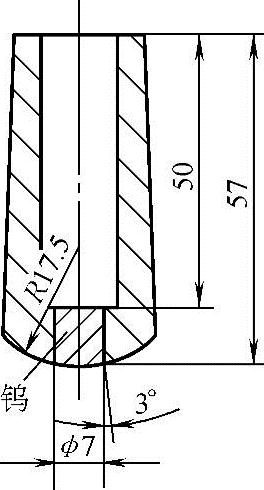
为提高电极使用寿命,也可采用嵌有钨电极头的复合电极(图13-16)。以2类电极合金制成的电极体,可以加强钨电极头的散热。
 (www.daowen.com)
(www.daowen.com)
图13-16 复合电极
表13-7是日本焊接学会推荐的镀锌钢板点焊的焊接参数。镀锌钢板点焊时应采取有效的通风装置,因为ZnO烟尘有害于人体健康。
(2)镀铝钢板的点焊 镀铝钢板分为两类,第一类以耐热为主,表面镀有一层厚20~25μm的Al-Si合金[w(Si)=6%~8.5%],可耐640℃高温。第二类以耐腐蚀为主,为纯铝镀层,镀层厚为第一类的2~3倍。点焊这两类镀铝钢板时,都可以获得强度良好的焊点。
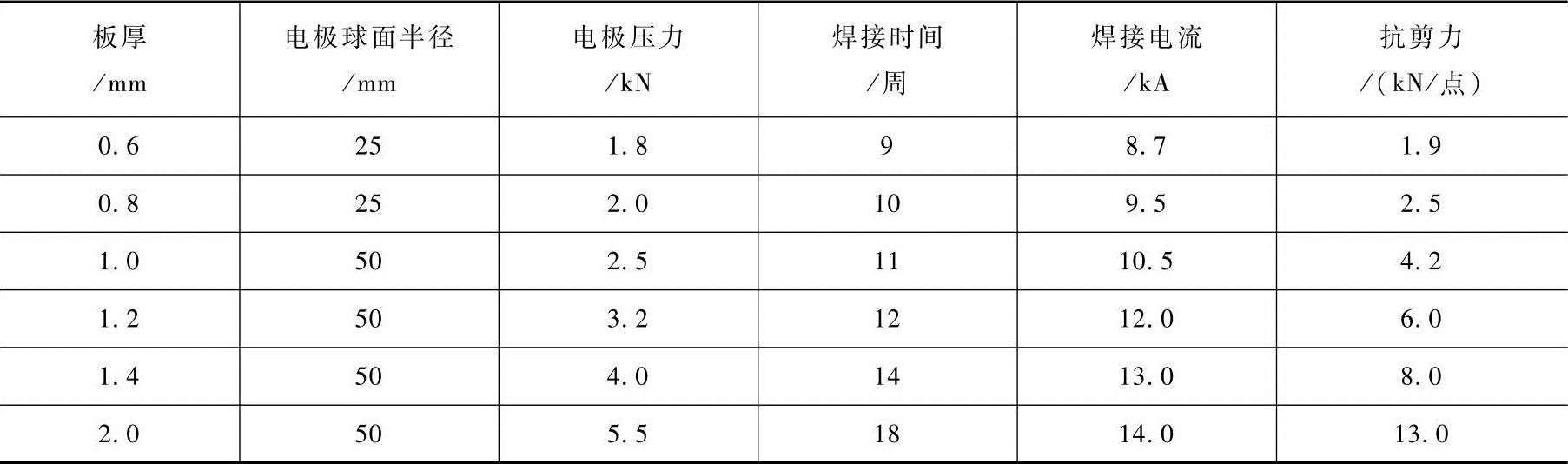
由于镀层的导电、导热性好,因此需要较大的焊接电流。并应采用硬铜合金的球面电极。表13-8为第一类镀铝钢板点焊的焊接参数。对于第二类,由于镀层厚,应采用较大的电流和较低的电极压力。
(3)镀铅钢板的点焊 镀铅钢板是在低碳钢板上镀以w(Pb)=75%和w(Sn)=25%的Pb-Sn合金镀层。这种材料价格较贵,较少使用。镀铅钢板点焊的情况较少,所用焊接参数与镀锌钢板相似。
表13-7 镀锌钢板点焊的焊接参数[5]
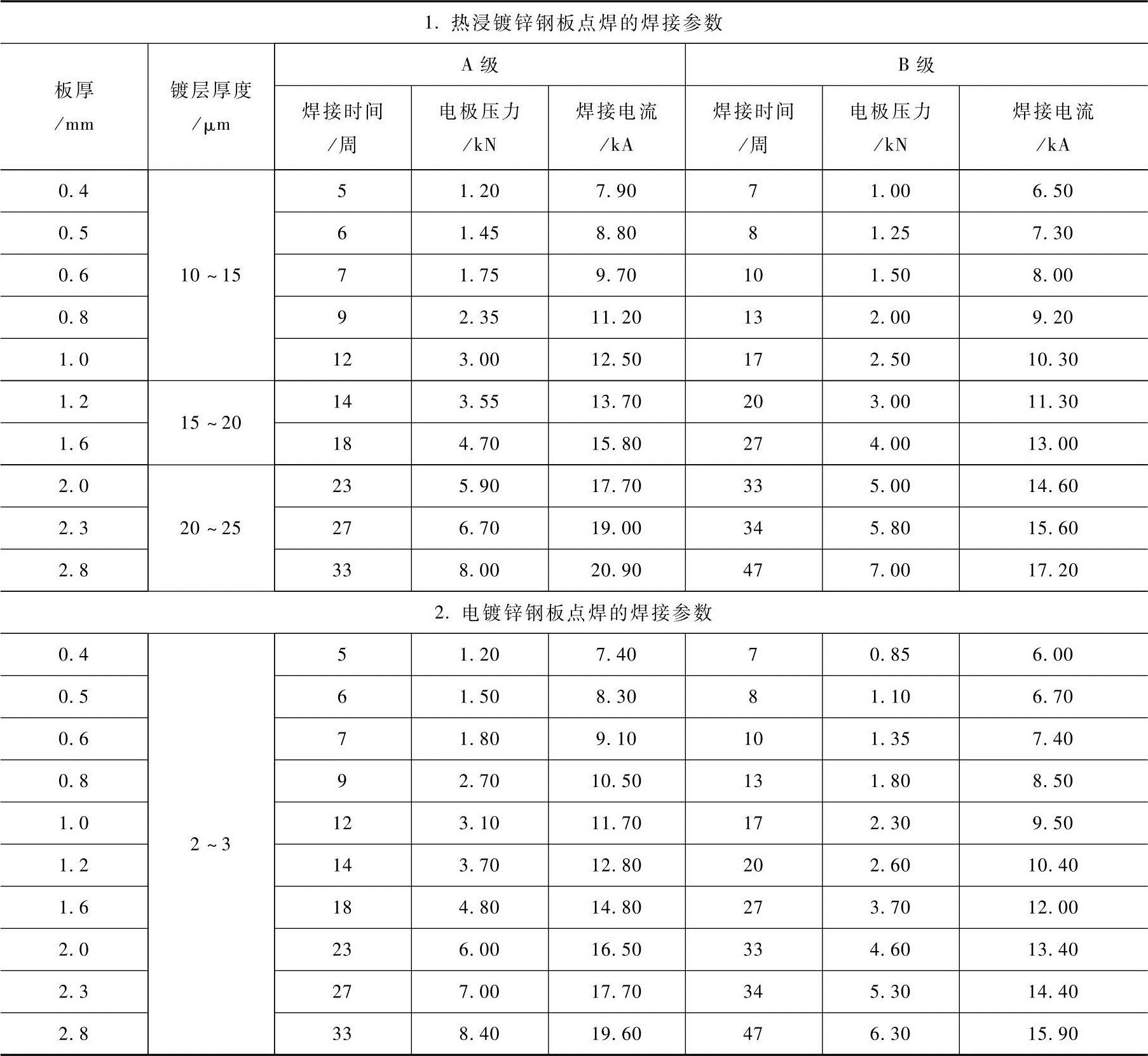
表13-8 耐热镀铝钢板点焊的焊接参数[6]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






