当进行不等厚度或不同材料的点焊时,熔核将不对称于其交界面,而是向厚件或导电、导热性差的一边偏移,偏移的结果将使薄件或导电、导热性好的工件焊透率减小,焊点强度降低。熔核偏移是由两工件产热和散热条件不相同引起的。厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少,致使熔核偏向厚件;材料不同时,导电、导热性差的材料产热易而散热难,故熔核也偏向这种材料,见图13-13。图中ρ为电阻率。此外,采用直流电源点焊时,由于“帕尔帖”效应,正电极产热高于负电极,因而即使在相同材料等厚度的情况下,熔核仍会略微偏向正电极一侧。
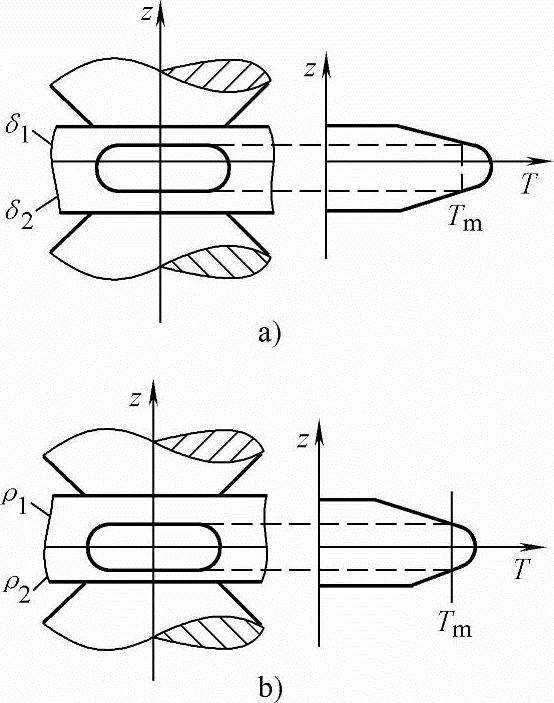
图13-13 不等厚度、不同村料点焊时的熔核偏移
a)不等厚度(δ1<δ2) b)不同材料(ρ1<ρ2)
调整熔核偏移的原则是:增加薄件或导电、导热性好的工件的产热而减少其散热。常用的方法有:(https://www.daowen.com)
1)采用不同端面直径或球面半径的电极。在薄件或导电、导热性好的工件的一侧,采用较小直径或较小球面半径,以增加这一侧的电流密度,并减小电极散热的影响。
2)采用不同的电极材料。薄件或导电、导热性好的工件的一侧,采用导热性较差的铜合金,以减少这一侧的热损失。
3)采用工艺垫片。在薄件或导电、导热性好的工件的一侧,垫一块由导热性较差的金属(如不锈钢)制成的垫片(厚度为0.2~0.3mm),以减少这一侧的散热。
4)采用强条件。因通电时问短,使工件问接触电阻产热的影响增大,电极散热的影响降低,有利于克服核心偏移。此方法在极薄件与厚件点焊时有明显效果。电容储能焊机(一般是大电流和极短的通电时问)能够点焊厚度比极大的工件(如20:1)就是明显的例证。但对厚件而言,因通电时问较长,接触电阻对熔核加热几乎没有影响,采用弱条件反而可以使热量有足够时问向两个工件的界面处传导,有利于克服核心偏移。生产中有这样的例子,在点焊3.5mm的5A06(LF6)铝合金(电阻率高)与5.6mm的2A14(LD10)铝合金(电阻率低)时,熔核严重偏入较薄的5A06(LF6)工件中,将通电时问由13周延长至20周后,偏移才得以纠正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






