1.A-TIG焊原理
目前关于A-TIG焊中,活性焊剂增加焊缝熔深的具体作用机理,在学术界还没有定论。其中最有代表性的机理为表面张力梯度改变理论和电弧收缩理论。
(1)面张力梯度改变理论 由于活性助焊剂的加入,引入了硫等活性焊剂可改变熔池表面张力的元素,从而使得熔池内液态金属的流动方向发生了变化,导致熔深增加。像Fe、Ni、Co这样的材料,其液态金属的表面张力系数随温度的提高而降低,焊接熔池中心温度高而周边温度低,液态金属形成从熔池中心向熔池周边的表面张力流,电弧向熔池底部的传热效率低,所形成的焊缝宽而浅;当液态金属处于氧化性气氛中或液态金属中含有活性元素时,液态金属表面张力系数值降低,同时表面张力系数随温度的提高而增大,在焊接熔池中,由于熔池中心区温度最高,液态金属便形成从熔池周边向熔池中心的表面张力流,致使熔池底部的加热效率提高,从而使焊接熔深增大[66],图12-62为熔池金属流态示意图。
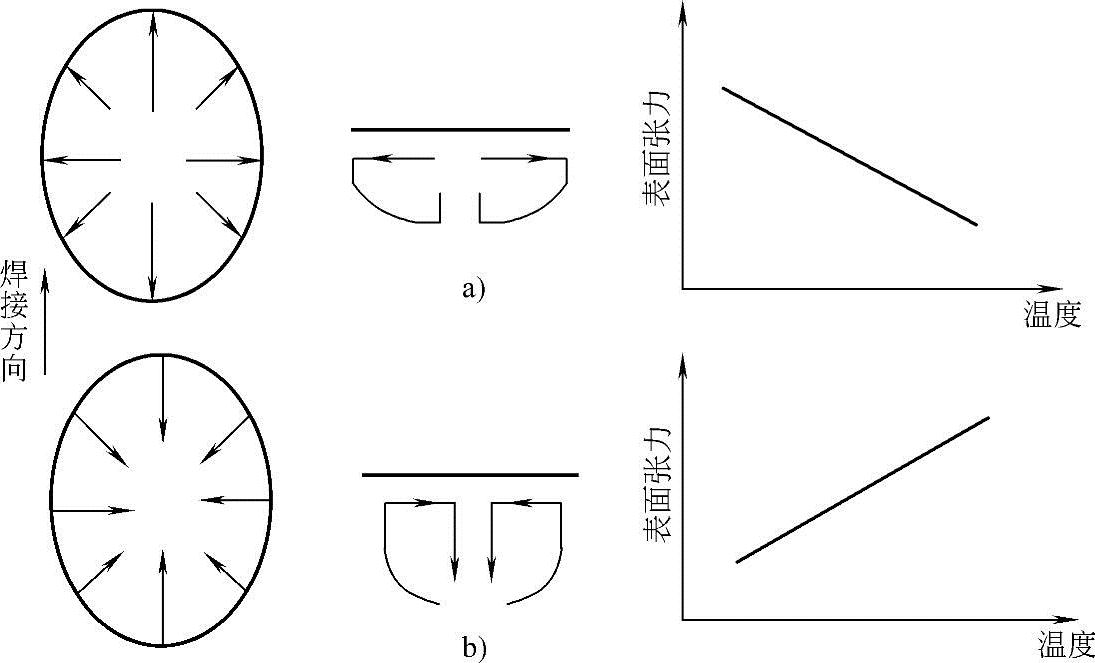
图12-62 熔池金属流态示意图
(2)电弧收缩理论活性助焊剂使得焊接电弧收缩,从而增加了电弧的能量密度和电弧压力,熔池下凹,熔深增加。A-TIG焊剂中含有大量氧化物、卤化物等活性物质,这些物质在电弧高温的作用下蒸发,以原子形态包围在电弧周边区域,由于电弧周边区域温度较低,活性剂蒸发原子捕捉该区域中的电子而形成负离子,并散失到周围空问,使电弧中的电子数减少,电弧导电性减弱,导致阳极区电弧收缩,以及阳极压降和电场强度的增加,电弧产生明显收缩,从而使焊接熔深增大[66]。
电弧收缩的原因有三种可能[67-69]:一是在电弧的中心区域,电弧的温度高于分子的分解温度,气体和活性剂原子被电离成电子和正离子。在弧柱较冷的外围区域,被蒸发的物质仍然以分子和被分解的原子的形式存在,被分解的原子大量地吸附电子,形成负离子,使外围区域作为主要导电物质的电子减少,导电能力下降,使电弧收缩;二是因为我们使用的活性剂的各组分都是多原子分子,所以在电弧气氛下发生热解离,热解离是吸热反应,所以根据最小电压原理,使电弧收缩;三是因为涂层物质本身不导电,又因为涂层物质的熔沸点都比金属的高,所以只在电弧中心温度较高的区域有金属的蒸发,形成阳极斑点,即涂层的存在减小了阳极斑点区,从而使电弧收缩。(https://www.daowen.com)
2.A-TIG焊特点
1)与传统的焊条电弧焊、埋弧焊、钨极氩弧焊等焊接方法相比,A-TIG焊具有质量可靠、生产效率高的优点。
2)与先进的激光焊、电子束焊以及等离子弧焊相比,A-TIG焊在焊接效率上虽稍有欠缺。但因其所用的活性焊剂材料成分组成宽,来源丰富,价格便宜,而且无须昂贵的焊接设备,使得A-TIG焊具有成本低廉,经济性好的优点,因此具有良好的经济效益和广泛的应用前景。
3)A-TIG焊典型的应用是较厚工件(3~12mm)的精密焊接,与同等厚度的常规TIG焊相比,A-TIG焊可以进行高速低热输入焊接,所以非常适合于薄壁小直径管—管、管—板焊接。
4)A-TIG焊中的活性焊剂对焊缝中主要成分的质量分数影响极小,并且采用A-TIG焊工艺焊接的焊缝接头在强度、韧塑性、抗晶问腐蚀性能等各方面均等同于或优于TIG焊焊接的接头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






