1.DE-GMAW焊系统组成与原理[45]
如图12-48所示,DE-GMAW焊接工艺方法是将一个GTAW焊枪与一个GMAW焊枪相组合,GTAW焊枪构成旁路(bypass),GMAW焊枪与工件构成主路,流经焊丝的焊接电流I,在电弧弧柱区分为两部分,一是旁路电流Ibp,二是施加到母材的电流Ibm。作用于焊丝上的电流数值较高,有利于提高焊丝的熔化速度,从而提高熔敷率。GTAW焊枪构成的旁路,分流了一部分通过焊丝的焊接电流,在保证了熔敷速度的同时,可以减小作用于母材的热输入。
通过焊丝的焊接电流I(即总的焊接电流),是由送丝速度和电弧电压决定的,这如同常规GMAW焊接的情况。而通过控制旁路电流Ibp大小,就可以调节作用于母材上的电流Ibm。在图12-48所示的实验装置中,焊丝端部是主路电弧和旁路电弧共同的阳极。电流传感器检测通过母材的电流。控制系统通过改变旁路电路的电阻值来调节旁路电流Ibp的大小,使得作用于母材上的电流Ibm处于理想的水平[64]。
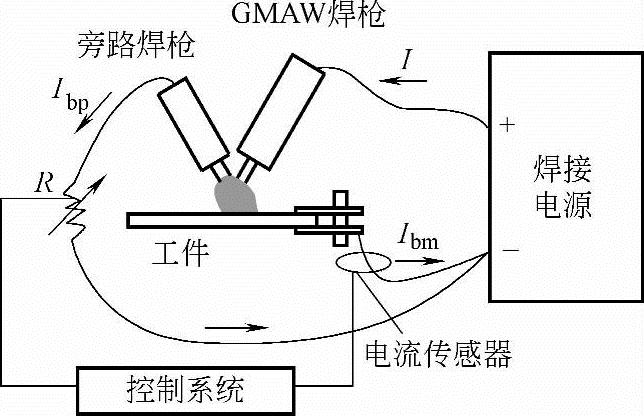
图12-48 DE-GmAW高速焊接工艺原理示意图
2.DE-GMAW焊特点
图12-49是拍摄的一组DE-GMAW熔滴过渡图像。其中,图12-49a对应的情况是没有旁路电弧,相当于常规GMAW焊接,焊接电流214A,是滴状过渡。而图12-49b是DE-GMAW焊接,通过焊丝的焊接电流是214A,其中旁路电流72A,通过母材的电流142A。
DE-GMAW焊接过程中,由于旁路电弧的存在,降低了产生射流过渡的临界电流值。对于常规GMAW焊接,临界电流约为240A。而对于DE-GMAW焊接过程,通过焊丝的焊接电流为214A时,就出现射流过渡。这是DE-GMAW焊接的一个优点。另外,无旁路电流时,熔滴沿焊丝轴线(与水平面呈60°角)呈滴状过渡(图12-49a);有旁路电流时,熔滴过渡的路径被向后推离,即稍微偏离焊丝轴线(图12-49b),熔滴落在熔池稍靠后的位置,而此处液态金属层较厚,这使得熔滴冲击力偏离电弧压力的作用点,因而有利于减小熔深,适宜于薄板的高速焊接。图12-50是DE-GMAW高速焊接的焊缝成形及横断面照片。焊接参数如下:焊接速度1.27m/min,电弧电压32V,送丝速度13.97m/min,通过焊丝的焊接电流330A,其中旁路电流80A,通过母材的电流250A。可以看到高速焊接没有出现咬边和驼峰等焊缝成形缺陷。(https://www.daowen.com)
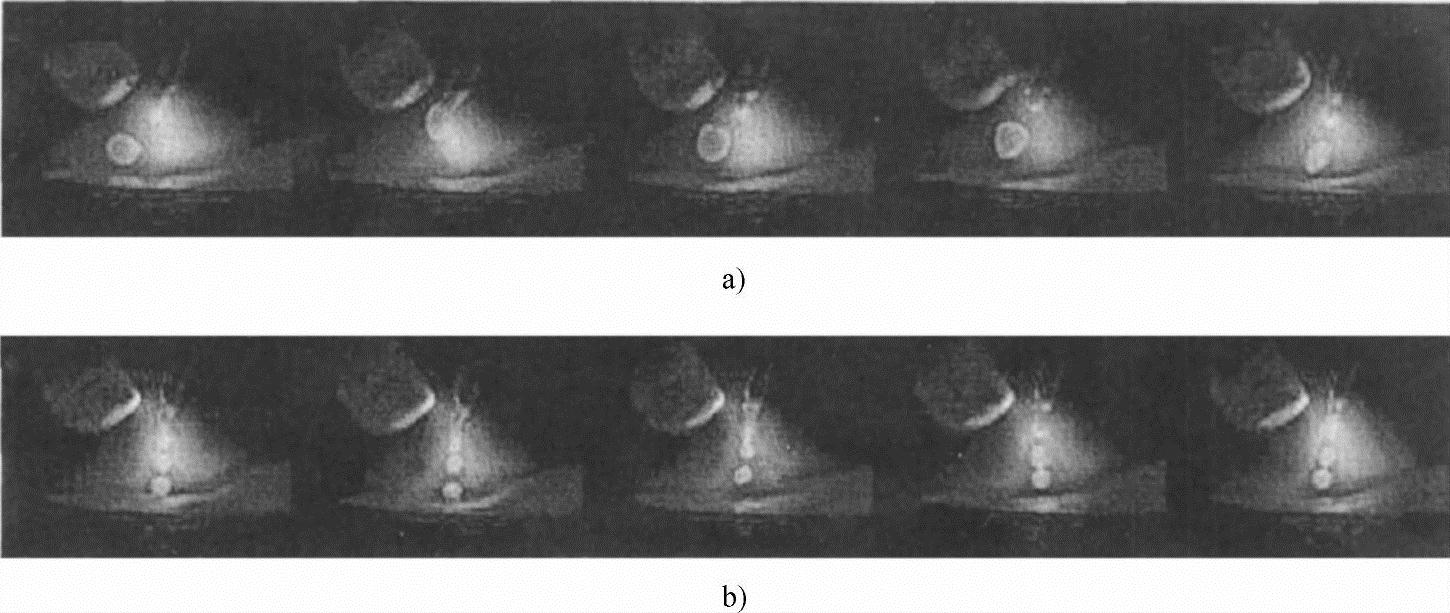
图12-49 熔滴过渡的图像检测结果
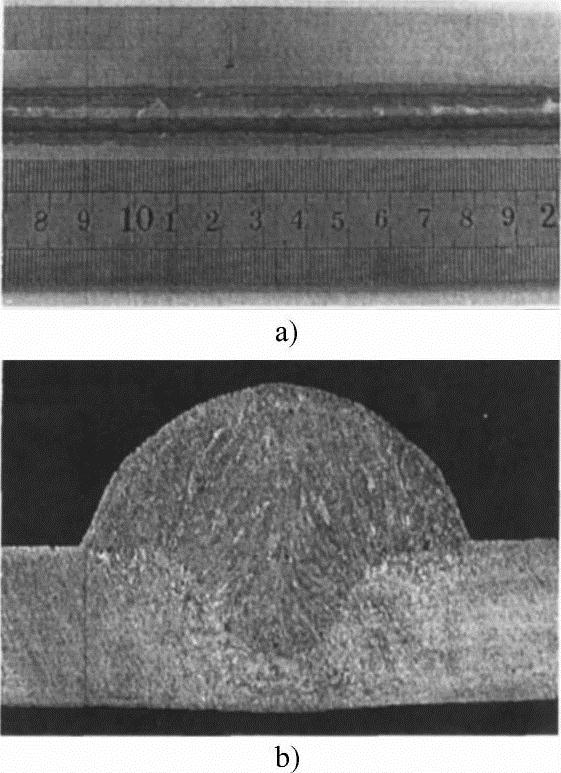
图12-50 DE-GmAW高速焊接的焊缝成形及焊缝横断面
DE-GMAW焊特点:
1)DE-GMAW焊接工艺通过GTAW焊枪构成的旁路,分流了一部分通过焊丝的焊接电流,在保证了熔敷速度的同时,减小了作用于母材的热输入,较好地解决了高速焊接面临的既要减小对母材的热输入,同时还要增大通过焊丝的焊接电流的矛盾。
2)DE-GMAW焊接工艺降低了出现射流过渡的临界电流值,在保证焊缝成形良好的条件下实现了高速焊接(焊接速度在1.2m/min以上)。由于DE-GMAW本质上属于电弧焊的改型,所以它是低成本的高效焊接方法[64]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





