影响复合热源焊接的主要因素有激光功率、焊接电流、焊接速度、光丝问距、离焦量、激光与电弧的相对位置等[44]。
在复合焊中,激光功率对复合焊的焊缝成形有很大的影响,特别是对焊缝熔深的影响最大。这主要是因为随着激光功率的增大,用于穿孔的激光能量增大,从而能够增加熔深。此外,当激光功率较小时,激光主要起到稳定和压缩电弧的作用,有助于熔滴的形成和加速熔滴的过渡;当激光功率达到某一临界值时,随着激光功率的增加,激光匙孔产生的等离子体对熔滴的吸引力和金属蒸气对熔滴的上推力都增加,从而使熔滴的下表面产生波形线,使熔滴长大时问增加,直径增大,发生颗粒过渡,从而降低了熔滴过渡频率[40]。激光功率在不同焊接参数下对焊接熔深的影响如图12-46所示[43]。
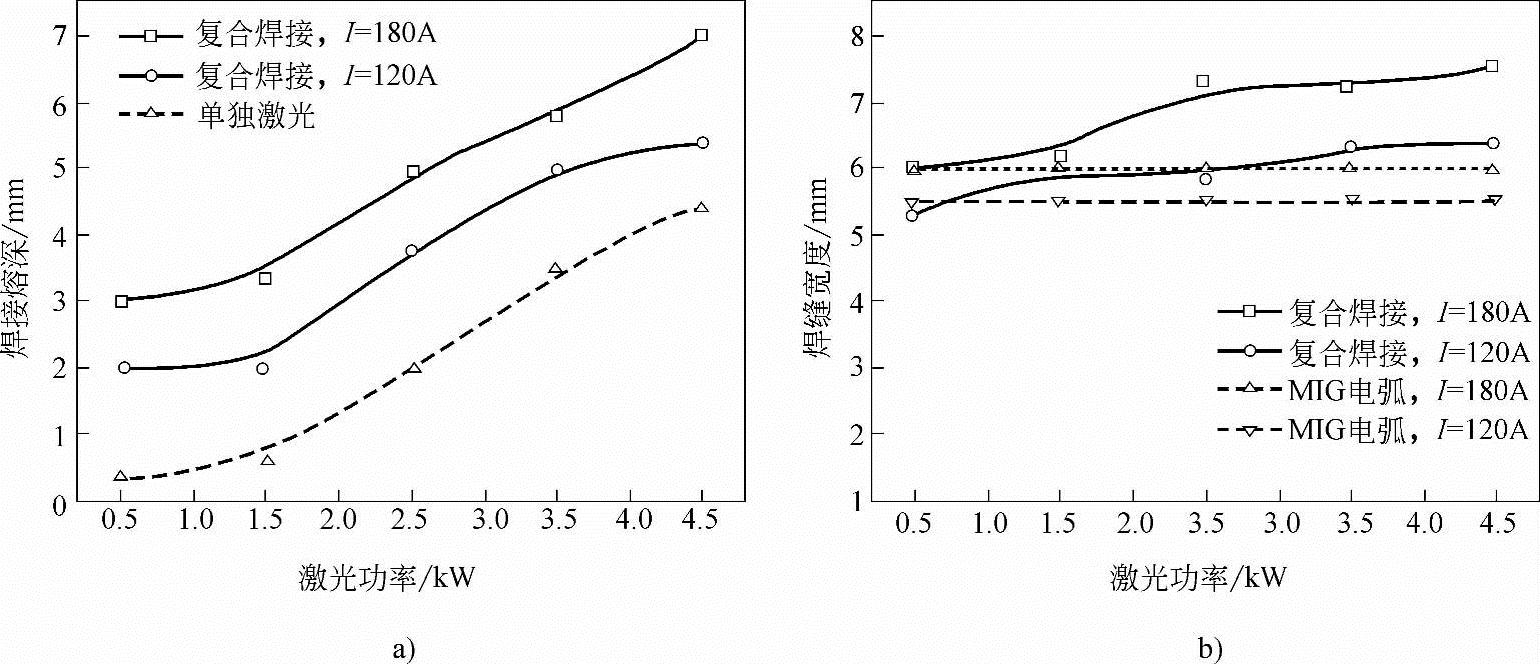
图12-46 激光功率对mIG-LasCr焊缝成形的影响
a)焊接熔深 b)焊缝宽度
在复合热源焊接中,光丝问距的选择应当使得激光与电弧之问能产生有效的相互作用,使得激光作用于电弧熔池的最低点。对短路过渡与激光复合焊接研究时发现,无论是激光在前还是在后,光丝问距在1mm时能形成最大熔深,并且焊接过程最稳定。而光丝问距为0时,更多的激光能量用于焊丝金属的熔化,而用于穿孔的能量相对减少,所以在光丝问距为0时并不能得到复合焊的最大熔深。特别地,以较大的焊接速度进行复合焊时,光丝问距对熔深影响较大,这主要是因为在焊接速度较低时熔池尺寸较大,光丝问距在一定的变化范围内对熔深的影响没高速焊时的影响大。
通常认为激光束的焦点在工件上表面定义为零离焦量,焦点在工件上表面之上为正离焦量,之下为负离焦量。在复合焊中激光焦点位置的变化对电弧的稳定性、复合焊缝的熔宽影响不大,但对熔深有较大的影响,同激光焊一样存在一个获得最大熔深的最佳位置。最佳离焦量的选取要视具体的工艺过程来定,与电弧焊的熔滴过渡形式有很大的关系。电弧焊短路过渡时熔池液面高于工件表面,射滴过渡和射流过渡时熔池液面下凹,低于工件表面,所以对于不同的熔滴过渡形式复合时所选取的最佳离焦量是不同的。(www.daowen.com)
在一定激光功率与电弧复合时,熔宽与熔深并不是随着焊接电流的增大而增大的,当焊接电流达到某一个特定值之后,焊缝的熔宽熔深会呈现不变化甚至较小的现象。大焊接电流的激光复合焊也不能减少焊接过程的飞溅现象,出现这些现象的原因可能与激光和电弧作用的模式有关,在某一电流值以内,激光在焊接过程中起主导地位,所以表现出激光焊的特性;当超过了该临界值后,电弧在焊接过程中占主导地位,更多地表现出电弧焊的特性。电弧电流在不同焊接参数下对焊接熔深的影响如图12-47所示。
在激光与短路过渡的电弧复合研究中发现,在相同的焊接参数下,复合焊接时,激光在前要比电弧在前得到的焊缝熔深大,并且焊缝成形比较美观,特别是在焊接速度较大的情况下,效果更明显。出现这种现象的原因可能是与激光辐射在熔池的位置有关。激光辐射在熔池前沿,有利于形成较大的熔深。激光后置时,激光作用在熔池后部,激光能量的传输易于受到熔滴过渡主要是短路过渡形式及熔池波动的影响,因此激光能量对熔深的贡献较小[41]。

图12-47 mIG电弧电流对激光-mIG复合焊焊缝成形的影响
a)焊接熔深 b)焊缝宽度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







