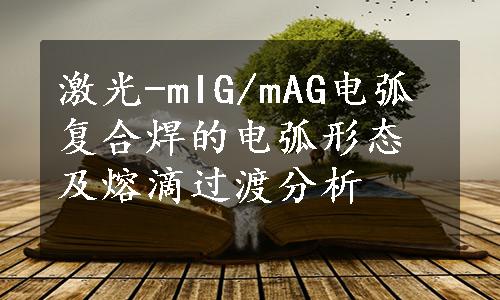
单独电弧焊时,电弧向金属熔池表面移动,熔滴与电弧形态不匹配,成形不规则;加入激光后,电弧阴极斑点移动到匙孔产生的热作用区,稳定了电弧,改善了焊缝成形[29],电弧等离子体形态如图12-43所示。其中左侧为常规MIG焊的电弧形态,而右图为激光-电弧复合焊的电弧形态。
以5.0mm厚的5A06防锈铝合金板材为焊接母材,对比常规MIG焊和CO2激光-MIG复合焊的焊接过程,图12-44所示为单MIG焊和复合焊的电弧电压波形[42],其中P为激光功率,I为电弧焊接电流,DLA为激光和电弧工作点之问的距离。图12-45为单MIG焊和复合焊熔滴过渡的高速摄像。从图12-44中可以看出单MIG焊时电弧电压波动较大,而激光复合焊的电弧电压变得非常平稳。从高速摄像中可以看出复合焊射滴过渡时,熔滴过渡周期为16ms,而MIG焊熔滴过渡周期为14ms,复合焊接比MIG焊接射滴过渡慢2ms左右[31]。虽然激光的引入使得MIG焊熔滴过渡变慢,但是由于激光致等离子体的作用,焊接过程中电弧变得稳定,熔滴过渡周期波动幅度小,过渡稳定,所以复合焊接的焊缝表面成形光滑,鱼鳞纹细密均匀[40]。
在激光-MIG复合焊过程中,激光的能量密度非常高,激光能量对熔滴的热辐射作用导致的促进熔滴过渡的作用占了主导作用,因而在复合焊接过程中,熔滴的过渡频率提高,焊接过程的稳定性提高[42]。
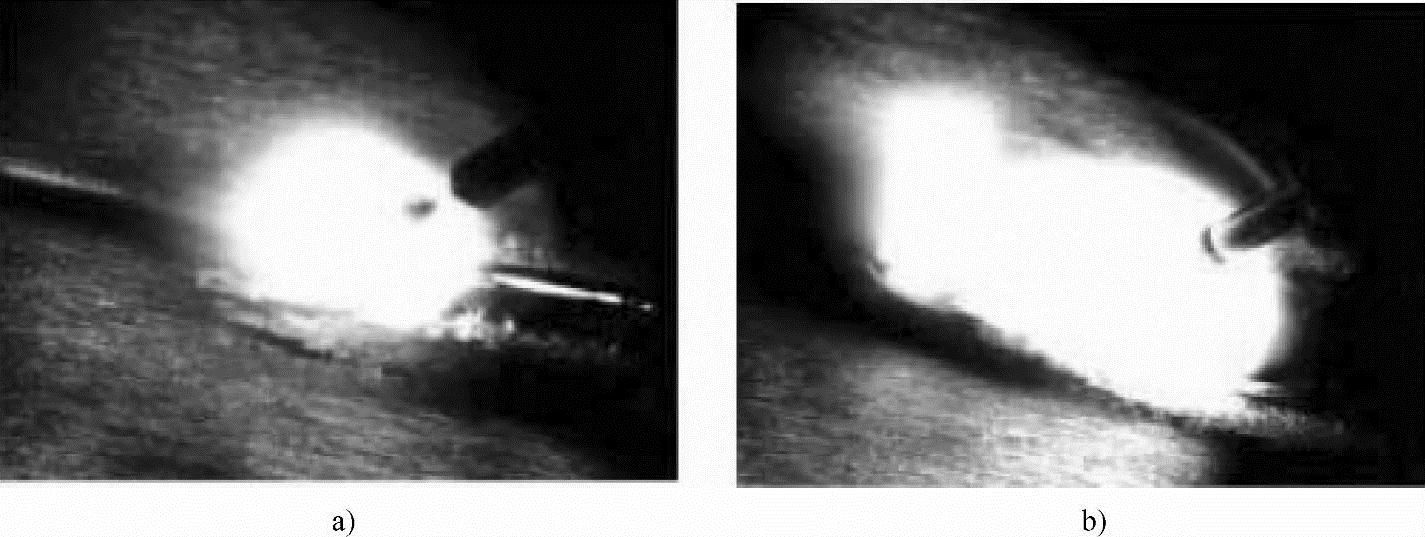
图12-43 激光加入前后电弧等离子体形态的变化
a)MIG焊 b)激光-电弧复合焊(www.daowen.com)
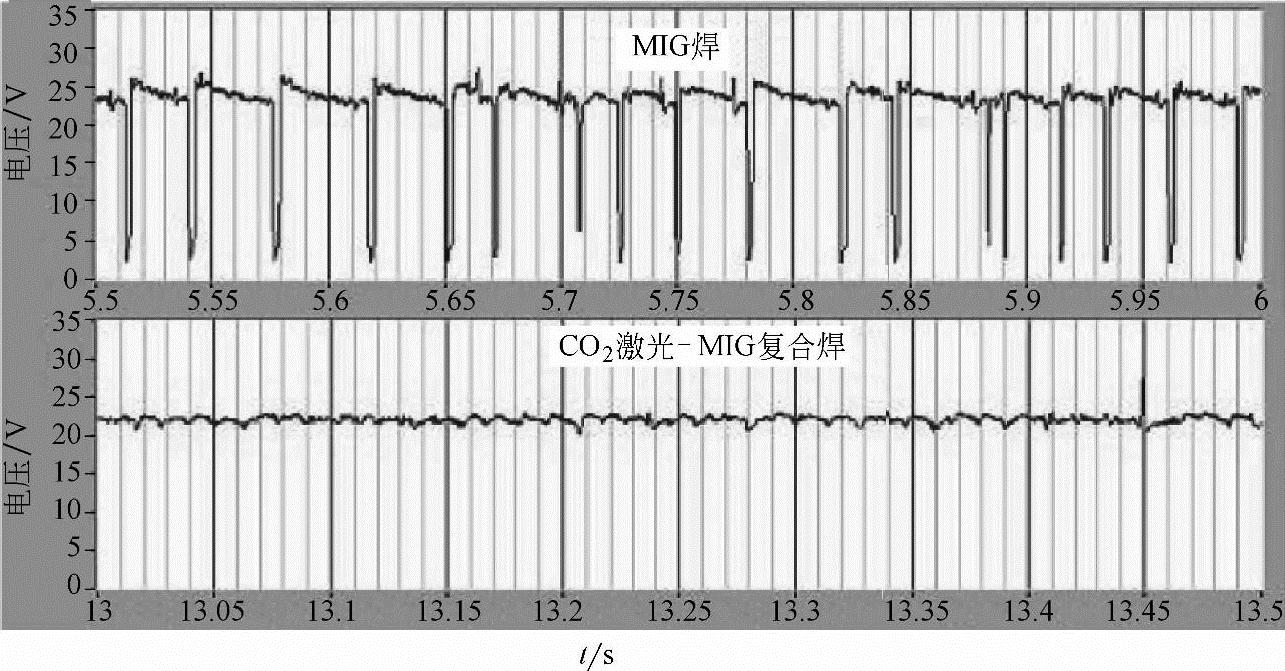
图12-44 单mIG焊和复合焊的电弧电压波形(P=1500W;I=150A;DLA=2.5mm)
图12-45 激光引入前后熔滴过渡高速摄像[40]
a)激光-MIG复合焊接(P=2000;I=170A;DLA=3mm) b)MIG电弧焊接(I=170A)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





