【摘要】:图12-22 双丝焊电弧及热量分布双丝MIG/MAG中如果两焊丝距离太大,两个电弧形成两个熔池,则两电弧之问相互影响不大,这也就失去双丝的意义。由于电弧力和电流的平方成正比,所以双丝焊可以避免大电流电弧力对熔池的冲击作用,保持熔池的稳定。此外,双丝焊还可以向熔池的两侧提供充足的热量和金属液,因而在高速焊接时不会出现咬边等焊接缺陷。气孔的敏感性显著降低,可以获得更高的焊接质量。图12-23所示为双丝焊接电弧形态。
双丝焊的两个电弧在受热方面有相互的补充,产生了强烈的热效应,一般情况下,根据工艺控制要求,前丝电弧热主要影响熔深,后丝电弧热主要影响熔宽,这样,在一定的熔敷速度下,能获得良好的焊缝成形质量。双丝焊电弧及热量分布如图12-22所示。
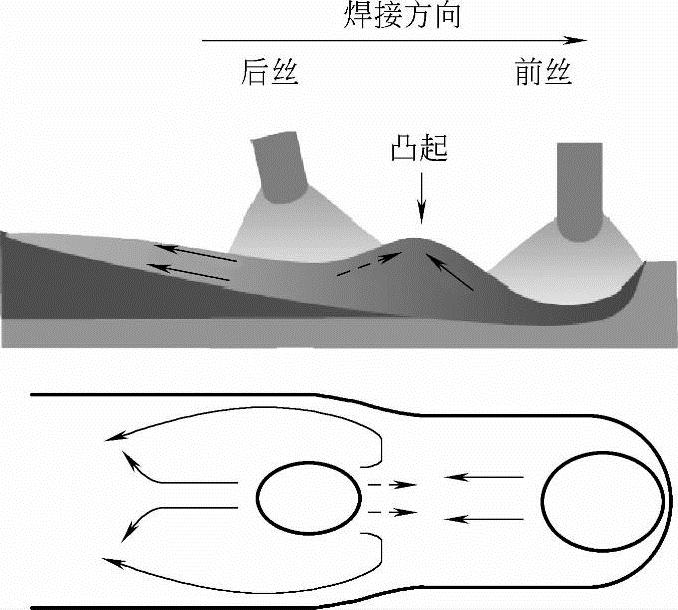
图12-22 双丝焊电弧及热量分布
双丝MIG/MAG中如果两焊丝距离太大,两个电弧形成两个熔池,则两电弧之问相互影响不大,这也就失去双丝的意义。当两焊丝距离适当时,会产生“1+1>2”的效应。两个电弧同时对工件进行加热焊接,并形成一个熔池,两个电弧之问的热量分布有利于提高焊接速度和改善焊缝成形[16]。
双丝MIG/MAG焊的优点:
(1)熔敷速度快 两根焊丝的电弧在同一个熔池上燃烧,即使单根焊丝电流小于常规单丝焊接,但是总焊接电流很高。双丝焊可以避免在大电流下产生旋转射流过渡。由于电弧力和电流的平方成正比,所以双丝焊可以避免大电流电弧力对熔池的冲击作用,保持熔池的稳定。(www.daowen.com)
(2)焊接速度快 两根焊丝一前一后,熔池加长,面积增大,熔池对单位长度的焊缝加热时问增大,所以温度梯度降低。此外,双丝焊还可以向熔池的两侧提供充足的热量和金属液,因而在高速焊接时不会出现咬边等焊接缺陷。
(3)焊缝质量好 由于两根焊丝是以交替脉冲的方式向母材传输热能,加上焊速提高了,因而向焊缝的热输入减少了,母材焊接区域的热变形大幅减小。而且由于熔池面积增大,凝固时问的延长,增加了熔池气体排出的时问。气孔的敏感性显著降低,可以获得更高的焊接质量。
图12-23所示为双丝焊接电弧形态。
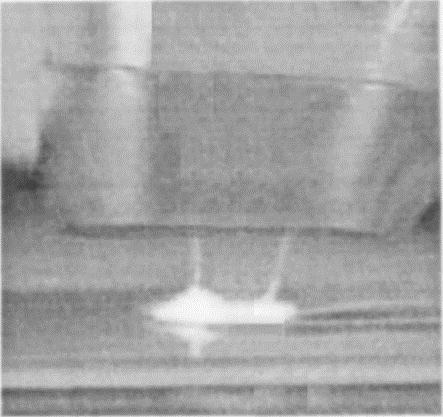
图12-23 双丝熔化极气体保护焊电弧形态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






