欧洲的某些公司设计的短路过渡焊接电源,在短路时电流沿直线上升,这种方式的短路飞溅比较大,但在发生短路后,可以使熔滴迅速产生颈缩,短路过程迅速结束。而在燃弧阶段,提高基值电流,燃弧能量大,焊缝在母材表面铺展较好,不易产生咬边[17]。采用该种方式可以使焊接速度提高到1.2m/min,但是焊接时飞溅较大。其工作波形如图12-15所示。
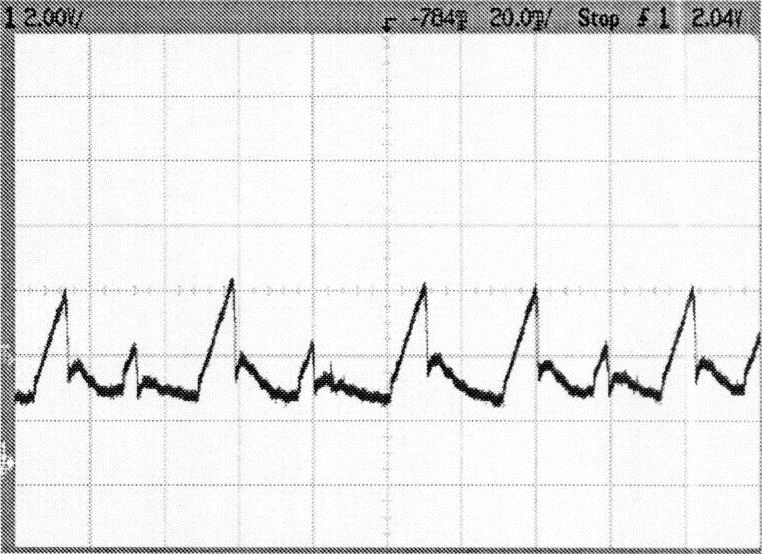
图12-15 短路过渡实现高速焊接
日本的一些焊接公司,通过专用的高速熔化极气体保护焊机,采用纯CO2或者富氩保护气,实现高速焊接。该种焊机采用脉冲控制方式,电弧具有良好的自身调节能力,可以保证在电弧长度很短时稳定工作。通过大量的工艺实验,找出了适合高速焊接的工作区问。据文献报道,该种工艺可以在500A、34V的规范下焊接板厚3.2mm的搭接焊缝,焊接速度可达到3m/min。图12-16所示为该焊机的工作电流电压波形。该法采用电压脉冲配合电流基值,既保证了很好的电弧自身调节作用,又实现了脉冲焊控制熔滴过渡的效果。脉冲的作用对熔池有较强的压迫作用,阻止熔敷金属向中问聚集,防止了咬边的产生。
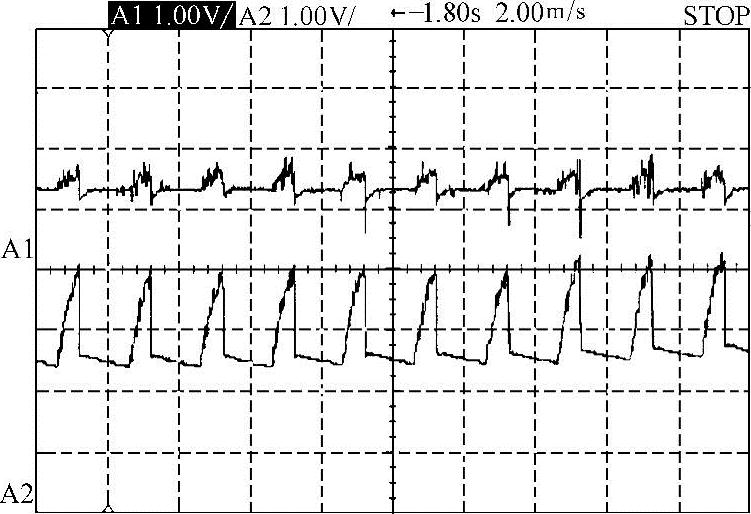
图12-16 采用脉冲焊实现高速焊接
北京工业大学采用短路过渡焊接工艺,把焊接速度提高至1.5m/min以上。由研究可知,实现高速焊接必须在增大熔敷金属量的同时减小焊缝宽度,所以单丝高速焊接要求电源输出特性能保证电弧在大电流、低电压下稳定工作。通过研究开发低飞溅GMAW焊机,对参数进一步优化,不但飞溅小,而且焊接参数区问宽,在大电流下可以稳定的焊接。当采用MAG焊时(保护气体比例为82%Ar,18%CO2),搭接焊最高速度可以达到2m/min。图12-17所示为工作电流电压波形。
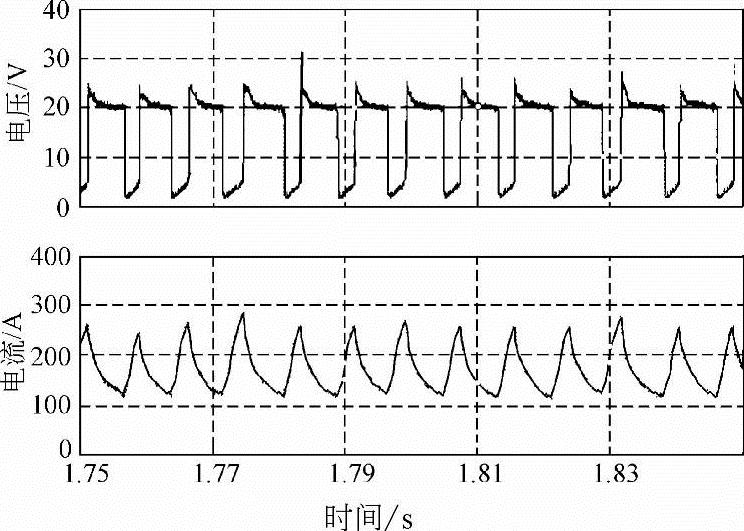
图12-17 采用CO2短路过渡实现高速焊接
该焊机的特点是:在短路初始时,电流先保持在一个较低值,然后以一较快速度上升,保证熔滴尽快形成颈缩,随后降低电流上升速度,防止小桥爆断时造成过大的冲击力。而在燃弧期问,该法不同于常规焊机,该焊机的燃弧初值电流比短路峰值电流小,电流波动很小,保证了熔池受到的扰动较小,焊接过程稳定。图12-18为采用该种控制工艺,实现1.6mm薄板对接焊的断面图,图12-19为焊缝的正面以及背面图。(https://www.daowen.com)
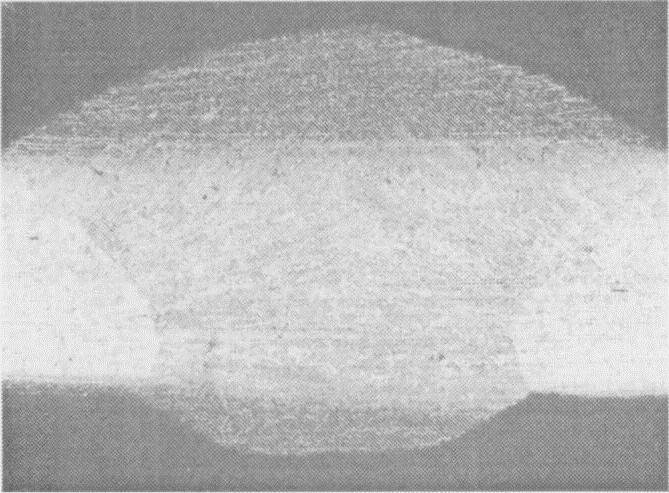
图12-18 薄板高速焊接的截面图
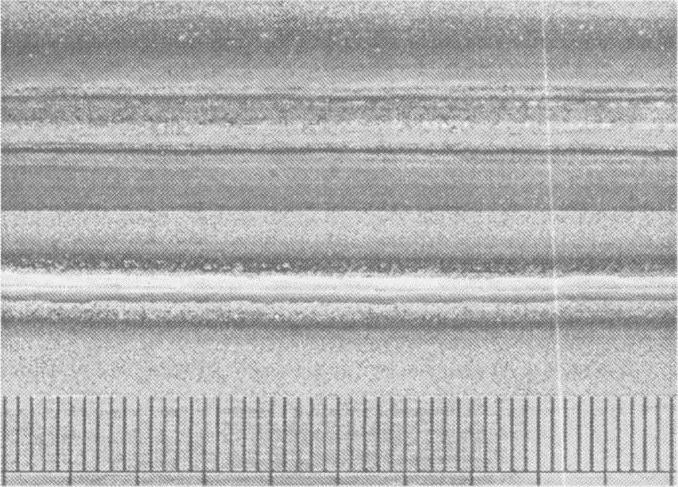
图12-19 薄板对接焊缝正面和背面图
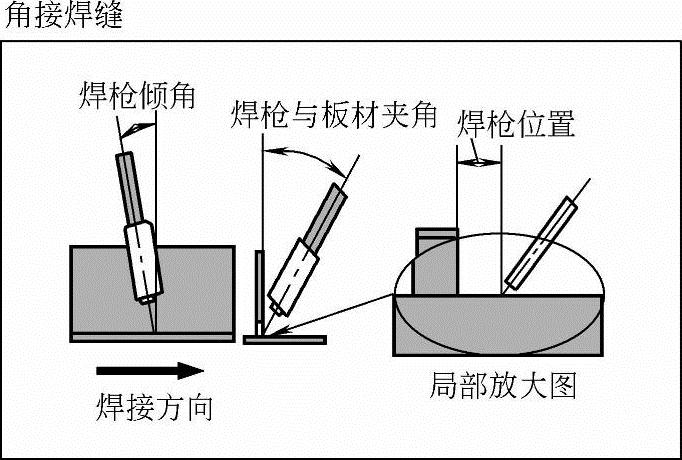
图12-20 高速角接焊的焊枪位置和角度
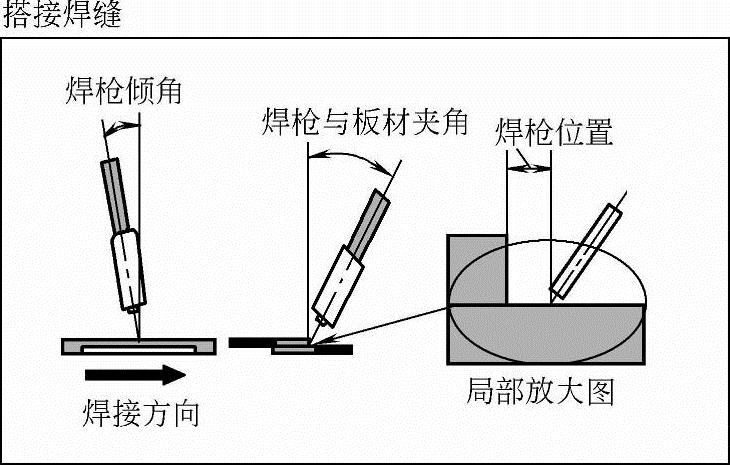
图12-21 高速搭接焊的焊枪位置和角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





