1.磁控MAG焊
传统MAG焊在大电流时产生旋转射流过渡,这时伴随着很大的飞溅,如图12-8所示。实际上发生旋转射流过渡时电流就是MAG焊的上限电流,也就是说MAG焊的最大电流是受到无规则的旋转射流过渡的限制,因此也就是限制了焊接熔敷速度的提高。为了避免改变保护气体成分造成生产成本上升,北京工业大学焊接技术研究所利用磁场控制焊接电弧和熔滴过渡,实现了高熔敷速度焊接[13],其原理如图12-9所示。焊接电弧在纵向磁场作用下,由于带电粒子由电弧中心向边缘的扩散运动,而引起径向电流Ir,如图12-9a所示。该电流Ir在纵向磁场作用下将发生绕焊丝轴向的旋转运动,同时产生沿圆周方向的电流分量Iω,同时圆周电流Iω也在纵向磁场Bz作用下产生向心的作用力Fr,它作用在焊丝端头的液柱上将使其向中心收缩,即形成稳定的圆锥形旋转射流过渡,如图12-9b所示。这时的磁控电弧的形态如图12-10所示。
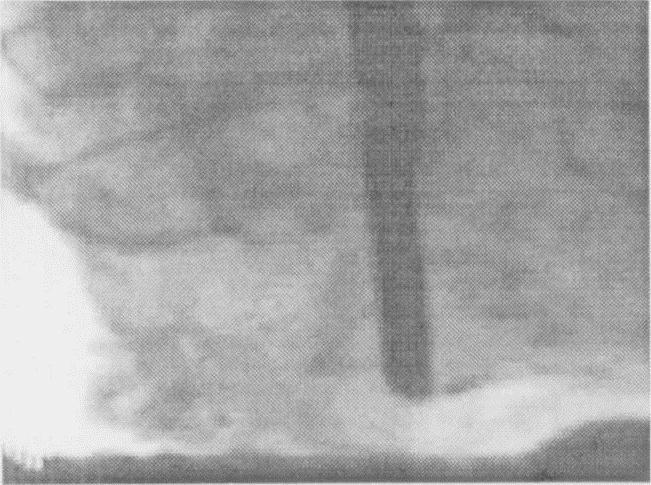
图12-8 旋转射流过渡形态
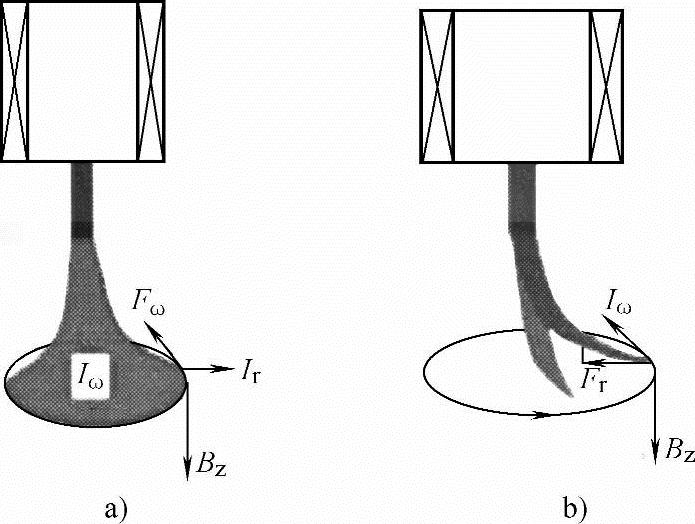
图12-9 纵向磁场作用下的电弧行为
由图可以看出,磁控MAG焊可以得到与改变保护气体高效焊接工艺类似的效果。目前试验中使用φ1.2mm的焊丝,送丝速度能够达到42m/min,焊缝成形良好。
2.带极气体保护焊
带极气体保护焊是一种新的提高GMA焊接速度的方法,使用带状焊丝作为电极,其熔敷速度能超过11kg/h[15]。和常规MAG焊相比,其优势表现在:①熔敷速度快;②焊接速度快。当然它也有一些缺点,比如在机器人应用中会遇到送丝方面的问题。

图12-10 磁控电弧的形态
使用带状焊丝的必备条件是,必须有一套非常匹配的焊接电源、送丝机及焊枪。
(1)带状焊丝 表12-2列出了常用的几种带状焊丝的类型。带状焊丝的尺寸范围为宽4.0~4.5mm,厚0.5~0.6mm,最大宽厚比为9:1。
表12-2 几种不同的带状焊丝尺寸
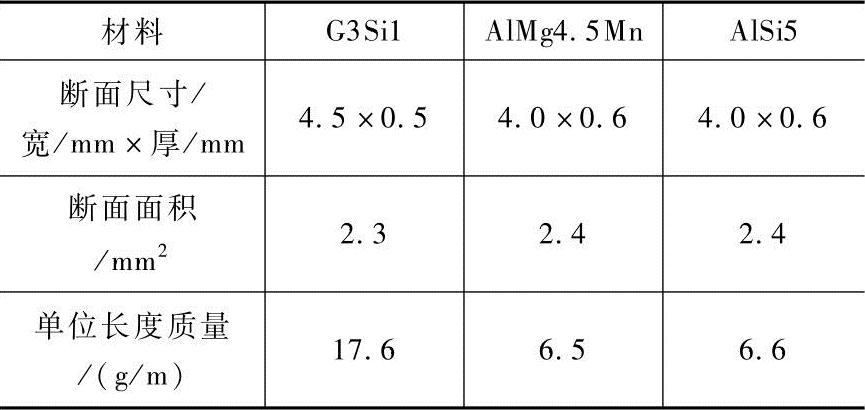
带状焊丝既可以用圆形焊丝轧制而成,也可以由薄的板材分切获得。前种焊丝的断面有圆形的轮廓,而后者的边界比较尖锐。从送丝稳定的角度考虑,前者更有优势。无论采用哪种形式的带状焊丝,在相同的焊接规范下,都可以获得比圆形焊丝更大的焊缝深宽比。(https://www.daowen.com)
(2)焊枪和电源
带状焊丝的送丝比常规的圆形焊丝难度更高,特别是当使用软铝带状焊丝时,必须使用推拉式送丝系统才能保证稳定的送丝。
图12-11所示是专门适用于带状焊丝的推拉式焊枪。导电嘴设计成这种方式使带状焊丝能正好穿过长方形的焊丝孔。焊枪的喷嘴是水冷式的,当焊接电流很高的时候,水冷系统非常重要。
在带极气体保护焊中,使用的电源额定输出电流为900A,一般在钢焊丝的脉冲电弧焊中,脉冲峰值电流最高需要达到1200A。铝焊丝的峰值电流最高要达到500A。
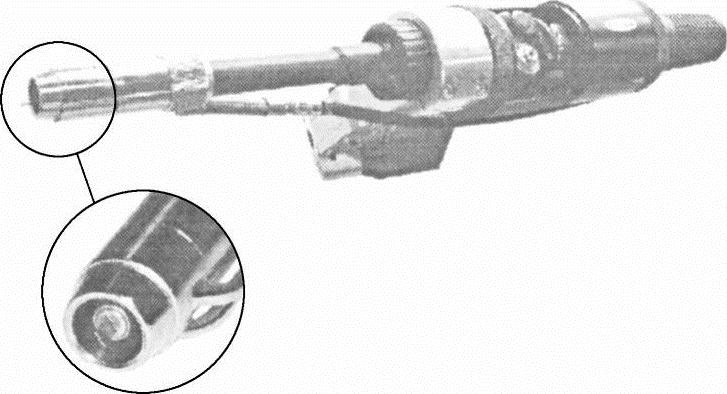
图12-11 使用带状的焊枪
(3)焊接参数和保护气体 在钢焊丝焊接中,平均的焊接电流是420A(电流密度是190A/mm2)。送丝速度为11m/min,熔敷速度超过11kg/h,采用82%Ar+18%CO2的混合气体作为保护气体,混合气中含有少量的CO2能改善熔滴过渡。气流量约为20L/min。
在AlMg4.5Mn带状焊丝脉冲焊中,电流平均要达到260A(电流密度为110A/mm2)。送丝速度为9m/min,熔敷速度为4kg/h。为提高焊接速度用纯氩或氩氦混合气作为保护气。
(4)熔滴过渡 金属微粒在带极气体保护焊中的过渡可以借助高速照相机进行研究。从图12-12可以看出AlSi5的带状焊丝在一个脉冲周期内的变化(送丝速度为5m/min)。在靠近带状焊丝的部位,电弧可以明显地看出是椭圆的形状,但是在靠近工件的部位,就趋于圆形了。值得注意的是分离后的熔滴并不是呈明显的椭圆形。由于表面张力的影响,很多熔滴为球状。
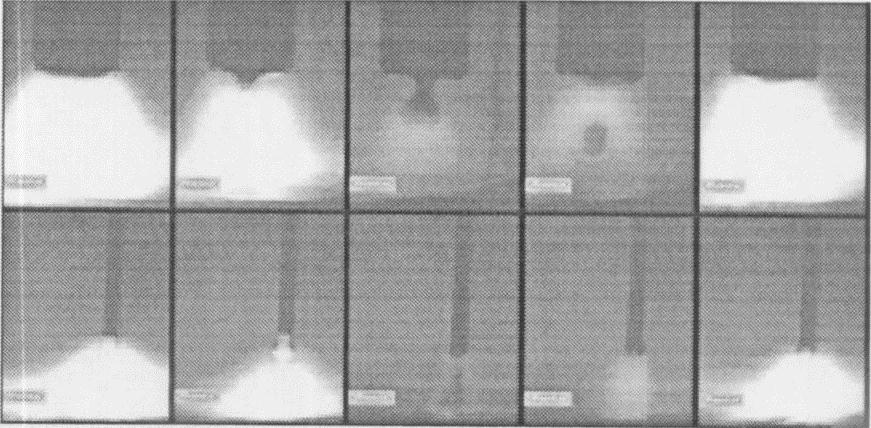
图12-12 不同电极条件下的熔滴过渡
(5)焊接速度 提高焊接速度是提高焊接效率的重要方法。在3mm板厚水平位置搭接焊时,如果采用直径为1.2mm的圆形焊丝进行焊接,最高焊接速度能达到80cm/min。而如果采用带状焊丝,焊接速度能有很大的提高,最高可达1.65m/min。图12-13所示为两块3mm厚薄铝板搭接焊后的实物图,采用带极焊接工艺,填充金属为AlMg4.5Mn,焊接速度为1.5m/min。
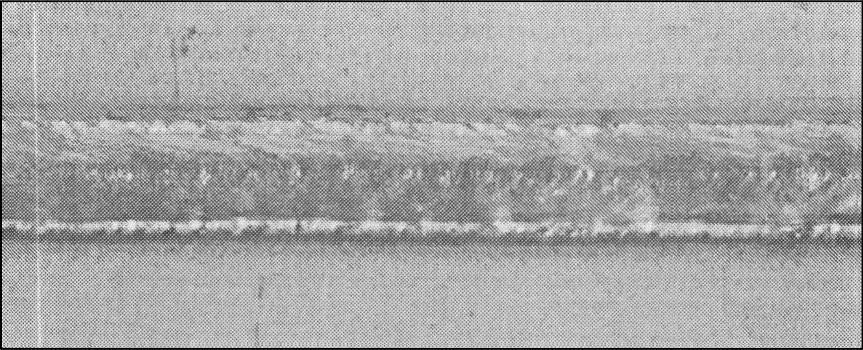
图12-13 带极高速焊接铝板焊缝外形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







