1.不同气体配比的高效焊接方法及特点
(1)T.I.M.E焊接T.I.M.E.焊接工艺(Transfer Ionized Molten Energy Process)由Canda Weld Process公司的J.Church在1980年研究成功。T.I.M.E.工艺仍为MAG焊范畴的方法,是具有代表性的高熔敷速率的焊接工艺。与普通MAG不同的是,T.I.M.E焊工艺是采用四元保护气体,各种气体成分分别为Ar(65%)+He(26.5%)+CO2(8%)+O2(0.5%)。通过这种不同比例混合保护气体,可以实现稳定的锥形旋转射流过渡,从而可以突破传统的MAG焊电流极限,防止了在普通MAG焊大电流时不规则的旋转射流过渡和较大的飞溅,如图12-6所示。其中He和CO2的作用在于控制产生旋转射流的临界电流和旋转射流稳定性,加入少量的O2,可以进一步提高熔滴过渡的稳定性。采用上述混合气体保护,再辅以合适的焊丝伸出长度(长度可达35~40mm),能够显著提高焊丝熔化速度,而且T.I.M.E.焊接一般采用φ1.2mm或φ1.6mm的细焊丝,在500~700A的大电流下进行焊接,使焊丝伸出长度上的电阻热增大,送丝速度突破了MAG焊的最高速度15m/min的限制,提高至50m/min,从而大幅提高了熔敷速度(熔敷速度是传统MAG焊的三倍)。
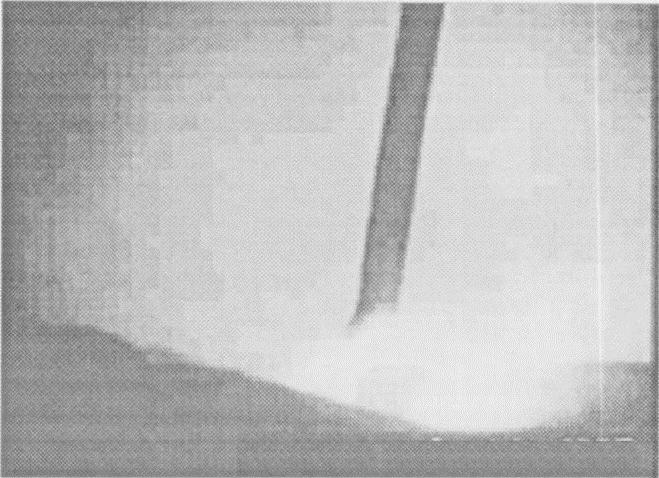
图12-6 T.I.m.E焊的电弧形态
从20世纪90年代初开始,T.I.M.E.焊工艺在加拿大、欧洲、日本等国家得到了推广,但由于采用四种成分的混合气体,尤其是由于He的加入,使得T.I.M.E.焊的保护气体成本较高,为此,各国在开发和应用T.I.M.E.焊工艺的同时,也针对具体应用要求开发了基于三元或二元气体的T.I.M.E.焊替代工艺[9,10,11],如瑞典AGA公司的RAPID MELT,日本OTC的HIGHMAG等,其主要出发点与T.I.M.E.焊相同,都是通过采用适当的保护气体,将传统的MAG焊极限送丝速度即电流提高,从而提高熔敷速度。
由于T.I.M.E.焊工艺大幅度提高了焊丝熔敷速度,即使与传统埋弧焊工艺相比,也有其自身独特的优越性:①工艺适应性强;②操作简便;③易于实现机械化和自动化;④焊接成本低,经济效益可观;⑤电弧控制性好,获得稳定熔滴过渡形式的电流区问宽;⑥耗材成本低(T.I.M.E.焊的焊丝、气体与埋弧焊的焊丝、焊剂相比);⑦设备耗能低,还可用于其他焊接方法;⑧焊缝金属氢含量低等[11]。
(2)LINFAST焊接[12]
为了降低富含He的T.I.M.E.焊工艺的成本,焊接工作者试图采用简单的二元或三元混合气体,来获得稳定的高效焊接工艺过程。在这方面比较有代表性的是德国LINDA公司推出的LINFAST焊接工艺。LINFAST焊接工艺的基本原理是在保护气体的选择上除了具有保护功能之外,还要使得焊接电弧的形态以及熔滴过渡过程得到有效的控制,从而实现稳定的旋转射流过渡,满足提高焊接效率、改善焊接质量的要求。LINFAST根据不同的焊接规范区问和不同的应用场合,选择不同的保护气体,以降低气体的成本。例如,在较低的送丝速度范围(15~20m/min)内,LINFAST采用82%Ar+18%CO2气体,CO2气体的加入,可以提高焊接电弧的挺直度,使电弧收缩,熔深加大,同时对焊缝金属还有清洁作用。如果为了提高焊缝的熔深,则可以加入20%~30%的He。常用的LINFAST保护气体成分见表12-1。
表12-1 常用的LINFAST保护气体成分
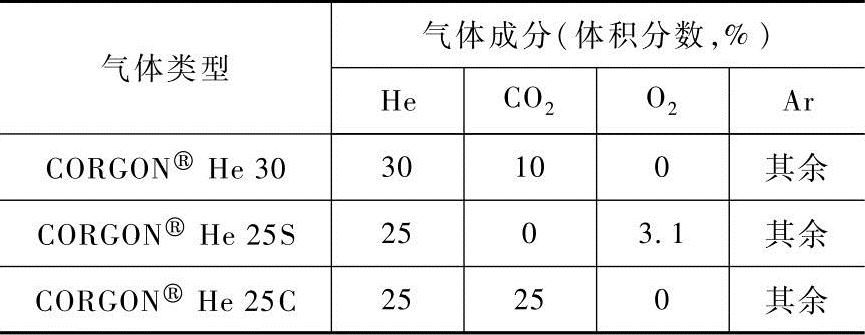
其中CORGONRHe30保护气体脉冲射滴过渡焊:较好的焊接性,熔深增大,小变形,少飞溅,少氧化;CORGONRHe25S保护气体脉冲旋转过渡焊:焊缝成形好,较高的熔敷速度,旋转过渡;CORGONR He25C保护气体脉冲旋转过渡:低的气孔形成率,较高熔深。图12-7为不同保护气体的MAG焊接LIN-FAST焊缝成形情况[6]。(https://www.daowen.com)
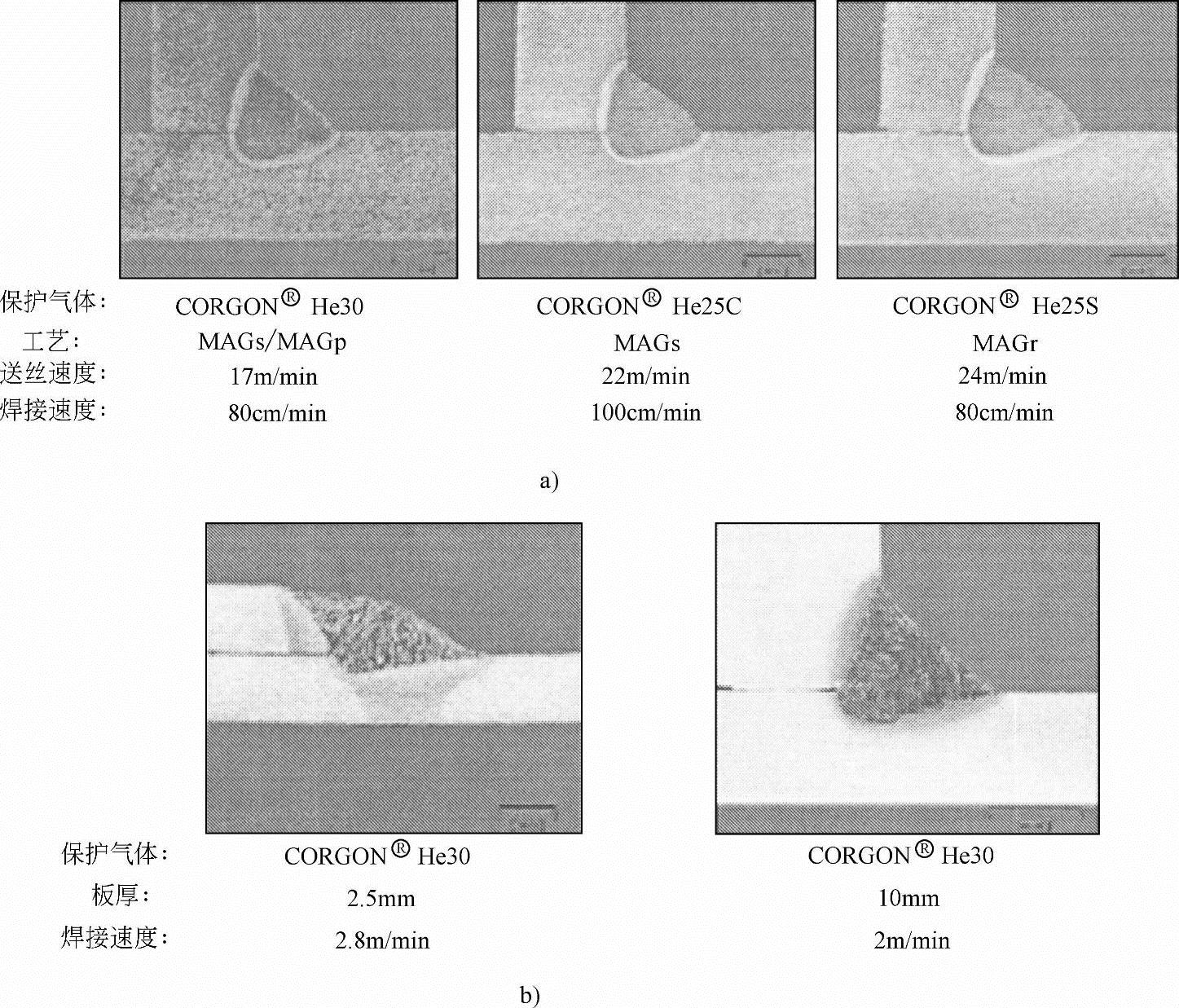
图12-7 不同保护气体的mAG焊接LINFAST焊缝成形
a)单丝MAG焊接 b)双丝MAG焊接
(3)RAPIDMELT焊接
RAPID MELT焊接工艺是瑞典AGA公司研究的一种新的焊接工艺方法,和T.I.M.E.焊接方法相似,它也是通过改变保护气体的成分,来改变焊接电弧的物理特性。它在保证焊接质量的前提下,使得焊接熔敷速度得到很大的提高。和传统的MIG/MAG焊接方法相比较,RAPID MELT大幅扩展了传统的MIG/MAG焊接的规范区问,从而使得焊接生产效率得到提高。采用MISON8(Ar/8%CO2/0.03%NO)气体保护进行的RAPID MELT焊接试验,焊丝的熔敷速度从传统的射流过渡的8kg/h提高到10~20kg/h,其中添加的NO减少焊接过程中产生的臭氧。RAPID MELT通过合理匹配送丝速度、电弧电压、保护气体和焊丝伸出长度等焊接参数,来实现不同的熔滴过渡形式,从而获得较高的熔敷速度。
(4)RAPID ARC焊接
通过改变保护气体成分,对提高焊接速度也会有一定的作用,其中比较成功的是瑞典的AGA公司的RAPID ARC焊接法。如上所述,该公司的RAPID MELT焊接法是T.I.M.E.焊的一个变种,适用于焊接厚板,而RAPID ARC焊接法则是专门用于焊接薄板的。RAPID ARC采用高速送丝、大伸出长度和低氧化性气体MISON8(该公司的专利产品),增强了熔池润湿性,因而焊缝与母材过渡平滑,并且焊缝平坦,从而可在1~2m/min的速度下进行焊接而不出现成形缺陷。这种焊接方法已经成功地在欧洲市场上应用。
2.新型焊丝材料
目前提高熔敷速度的手段中,应用最为广泛的是采用药芯焊丝代替实心焊丝进行焊接,采用金属粉芯焊丝可比实心焊丝的熔敷速度提高50%以上。①实心焊丝适用的直径为φ1.0~1.2mm,过细的焊丝不能适应高速送丝,而直径大于1.2mm的焊丝,即使在大电流下也不易产生稳定的旋转电弧过渡。药芯焊丝可以采用1.2~1.6mm的直径。②金属粉芯和造渣型药芯焊丝均可用大的焊接参数实现高效MAG焊。尤其是金属粉芯焊丝,由于金属粉的填充率可以高达45%,所以采用φ1.6mm的金属粉芯焊丝,以380A和38V的焊接参数焊接时,其熔敷速度高达9.6kg/h。金属粉芯焊丝的熔滴过渡相似于实心焊丝。药芯焊丝可以用常规喷射过渡和高速短路过渡形式焊接,但不可能产生旋转电弧过渡。金红石药芯焊丝的最高送丝速度可达30m/min,碱性药芯焊丝送丝速度的上限为45m/min,熔化速度最高可达20kg/h。
调整保护气体的成分可以大幅度地提高焊丝的熔敷速度,药芯焊丝在提高焊接效率的同时,也可以大幅度提高焊接接头的力学性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




