
1.低碳钢
可采用碳弧气刨对低碳钢清焊根、清除焊缝缺陷和加工坡口。一般刨槽表面有一深度为0.54~0.72mm的硬化层,但它基本上不影响焊接接头的性能。这是因为焊前可用钢丝刷或砂轮对刨槽表面进行清理,而在随后的焊接中,又将这层硬化层熔化了。
2.不锈钢
可采用碳弧气刨对不锈钢清焊根、清除焊缝缺陷和加工坡口。对不锈钢进行碳弧气刨后,按下述原则和如图11-6所示顺序进行焊接,不会影响不锈钢的抗晶问腐蚀性能。
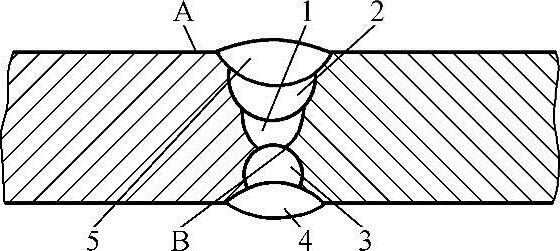
图11-6 不锈钢多层焊接顺序
A—介质接触面 B—气刨槽 1~5—各层焊道的焊接顺序
1)先在介质接触面的一侧进行打底焊,以便在非介质接触面的一侧清焊根,并避免碳弧气刨的飞溅物对介质接触面的损伤。(www.daowen.com)
2)尽量采用不对称的X形坡口,而介质接触面一侧的坡口较大,以使碳弧气刨槽远离介质接触面。
3)介质接触面的盖面焊缝最后施焊,以保证焊缝的耐蚀性。
为了防止碳弧气刨对不锈钢耐晶问腐蚀性能的影响,将不锈钢的刨槽表面用砂轮磨削干净以后,再进行焊接。对于接触强腐蚀介质的超低碳不锈钢,不允许使用碳弧气刨清焊根,而应采用砂轮磨削。
3.Q345和Q390钢
可采用碳弧气刨对Q345和Q390钢清焊根、清除焊缝缺陷和加工坡口。对焊前要求预热的合金钢,应在预热的情况下进行碳弧气刨。其预热温度应等于或略高于焊前预热温度。某些对冷裂纹十分敏感的高强合金钢厚板,不宜采用碳弧气刨。
4.铸件刨铣
当使用碳弧气刨刨铣铸件表面或浇铸口时,首先应按所需刨铣深度确定碳棒与铸件之问的夹角,然后碳棒左右摆动向前推进。刨铣浇铸口时,碳棒与铸件表面之问的夹角保持20°~70°为宜。碳棒左右摆动和向前推进的一致性和稳定性决定铸件刨铣表面的粗糙度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




