螺柱焊的接头质量检验方法主要包括外观检验,X射线检验和力学性能试验等。
1)陶瓷环或气体保护拉弧螺柱焊和短周期拉弧焊的外观检验,主要检验接头封口形状均匀性和焊缝余高尺寸。这两种工艺容易出现的问题是:①焊接极性不正确;②磁偏吹;③焊接时问或焊接电流选择不当;④浸入速度不合适;⑤保护不当;⑥螺柱提升高度不合适。而电容尖端放电螺柱焊和电容放电拉弧焊熔深极浅,接头是塑性连接,没有重结晶的焊缝,因此外观检查针对飞溅环封口的均匀性。
2)对于X射线检验,只有在陶瓷环或气体保护拉弧螺柱焊,力传递螺柱,直径D>12mm,并且不能进行拉伸试验时进行。X射线检验的试件,应刚好在焊缝余高的上方切断螺柱。X射线检验可以参考相关的国家或国际标准。
3)力学试验有弯曲试验、扭力扳手弯曲试验、拉伸试验等内容,是否需要进行要看使用条件而定。力学性能试验应当在焊接生产前的工艺评定试样上进行,以确定最佳焊接工艺;同时也在生产现场随机抽查进行。弯曲试验包括锤击和套筒弯曲,一般情况下陶瓷环或气体保护拉弧螺柱焊的弯曲角度应达到60°,其他工艺的弯曲角度应达到30°。如果弯曲后焊接处无裂纹,可以认为通过度验。扭力扳手弯曲试验主要应用于陶瓷环或气体保护拉弧螺柱焊和短周期拉弧焊。但是当产品有弯曲应力要求时,对电容尖端引燃螺柱焊结构也应进行扭力扳手弯曲试验。拉伸试验用于陶瓷环或气体保护拉弧螺柱焊和短周期拉弧螺柱焊(力传递结构),若拉伸后破坏发生在螺柱或母材以外,认为通过检验;拉伸试验也可用于电容尖端引燃螺柱焊或电容放电拉弧焊,但是这时的标准要低得多,只要未焊接面积不超过30%,拉伸破坏允许发生在焊接区。
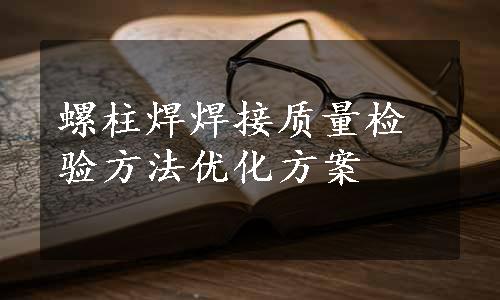
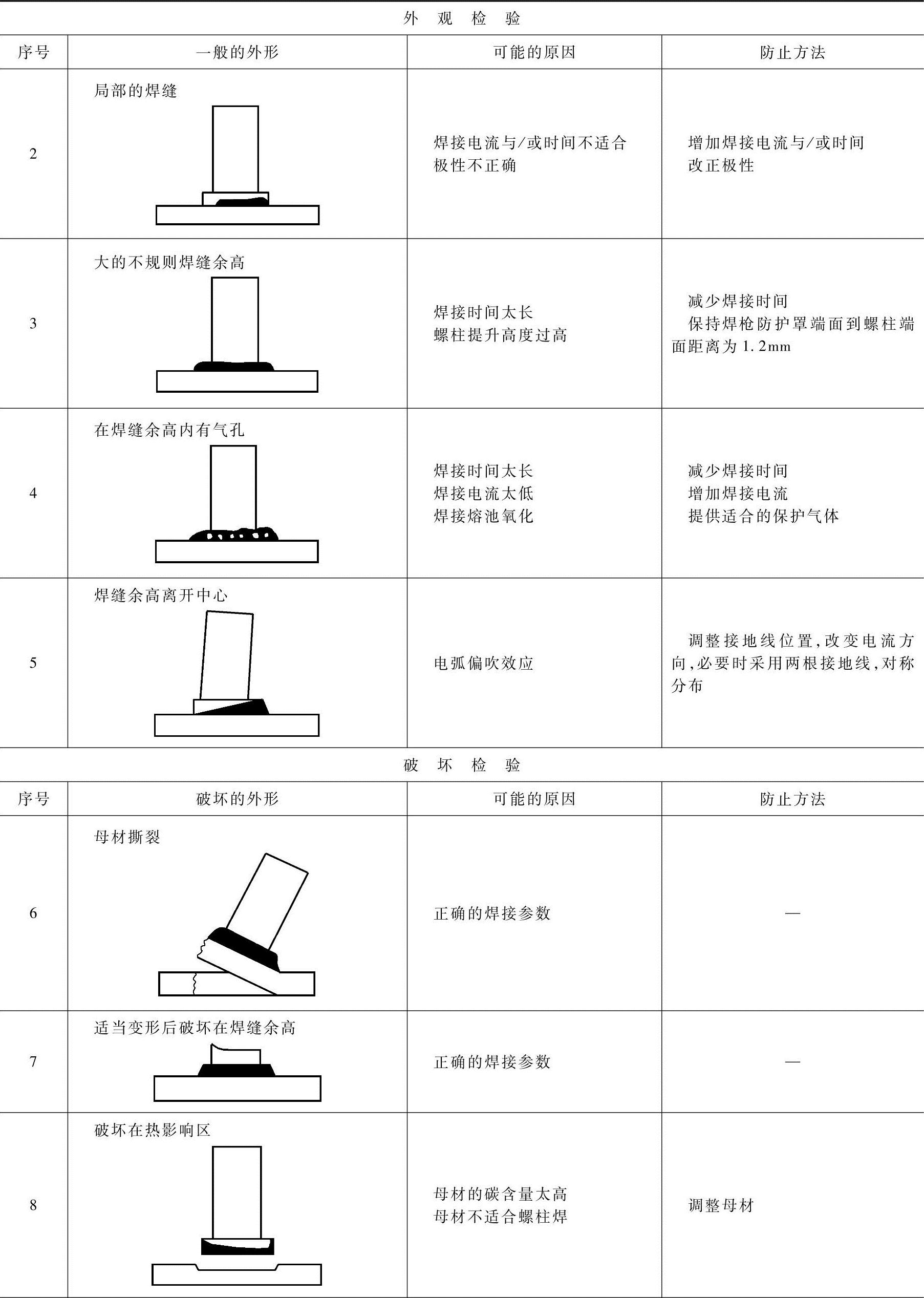
几种螺柱焊的缺陷及其防止方法见表10-5~表10-7。
表10-5 陶瓷环或气体保护拉弧螺柱焊的缺陷及其防止方法
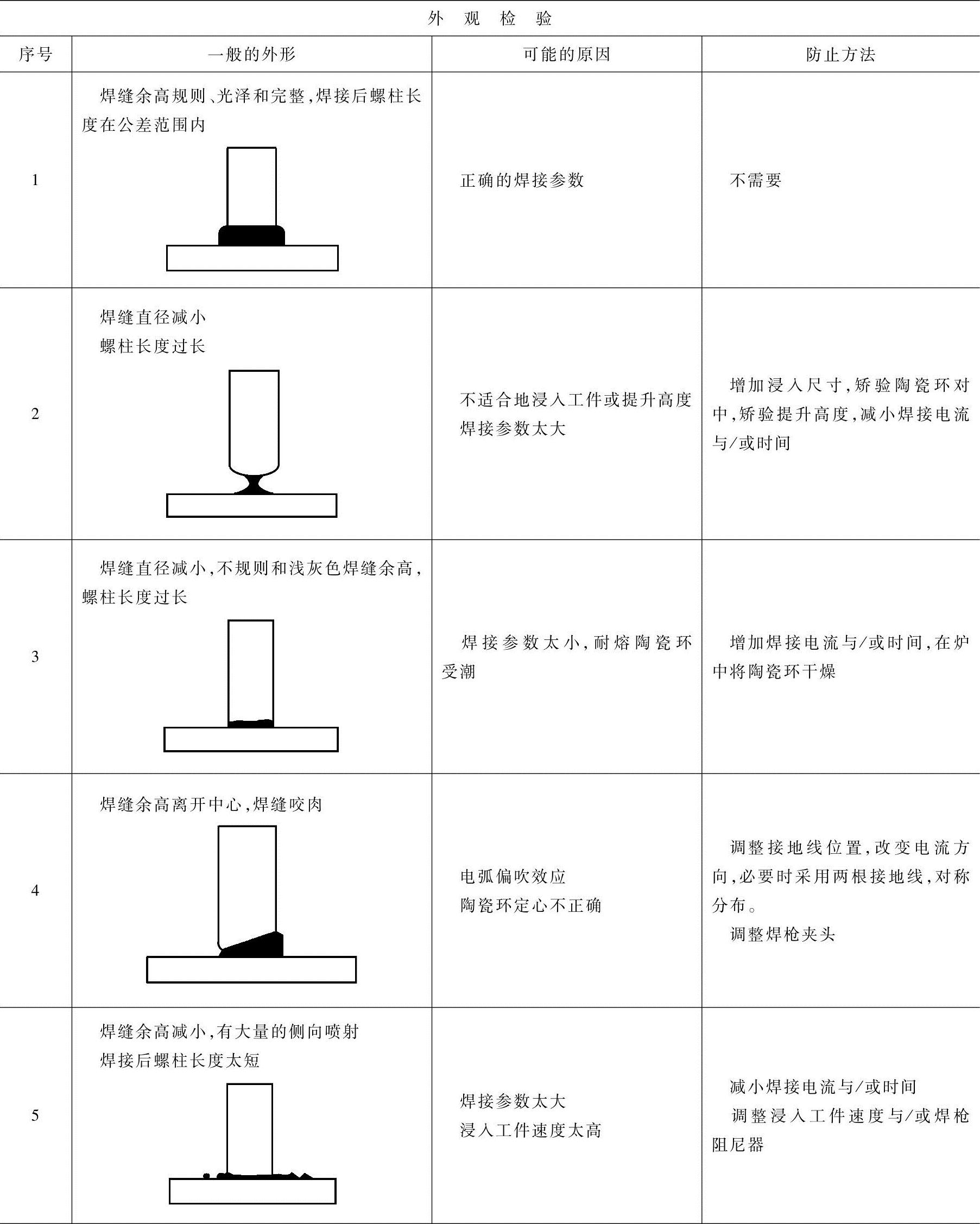
(续)
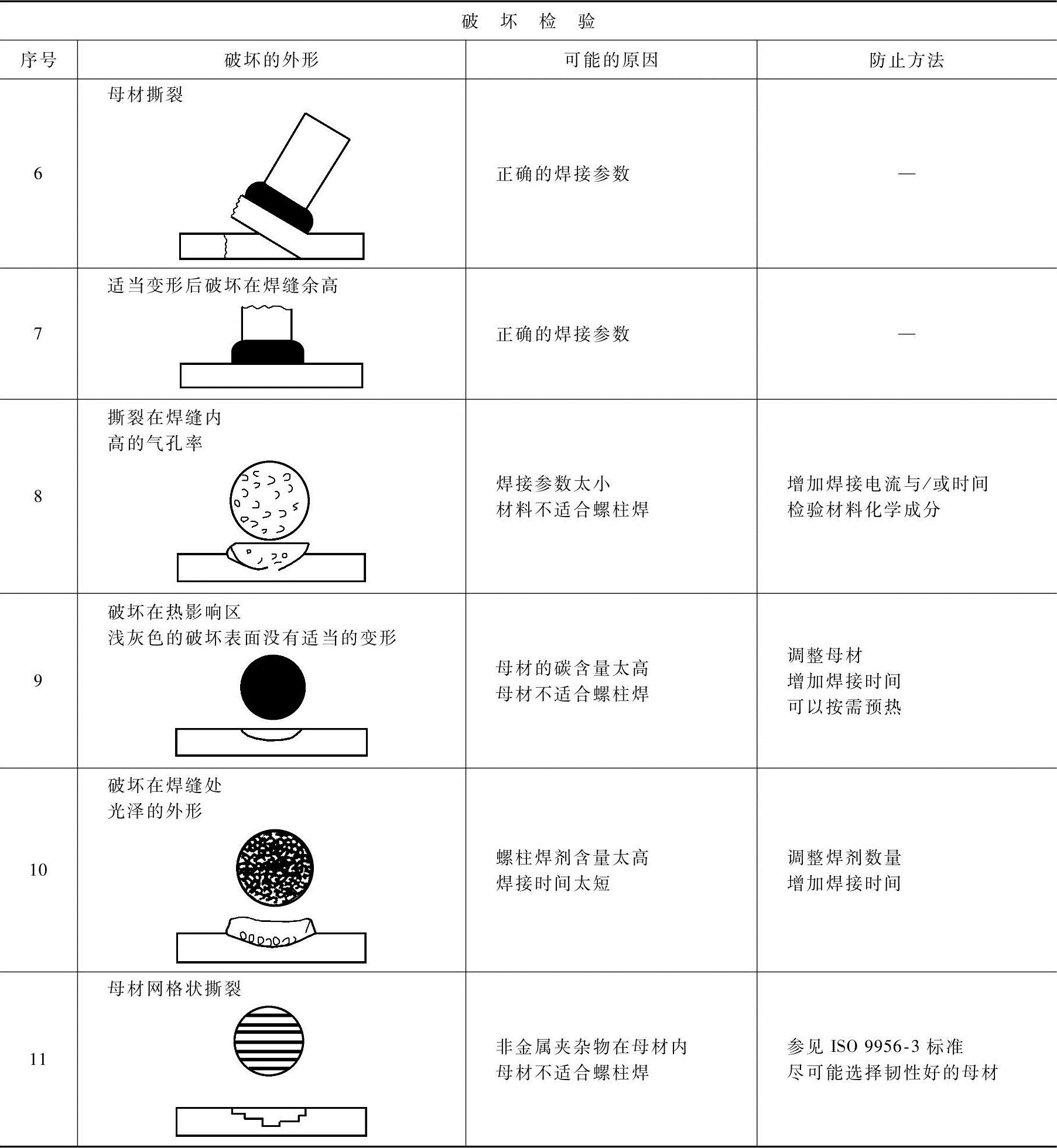
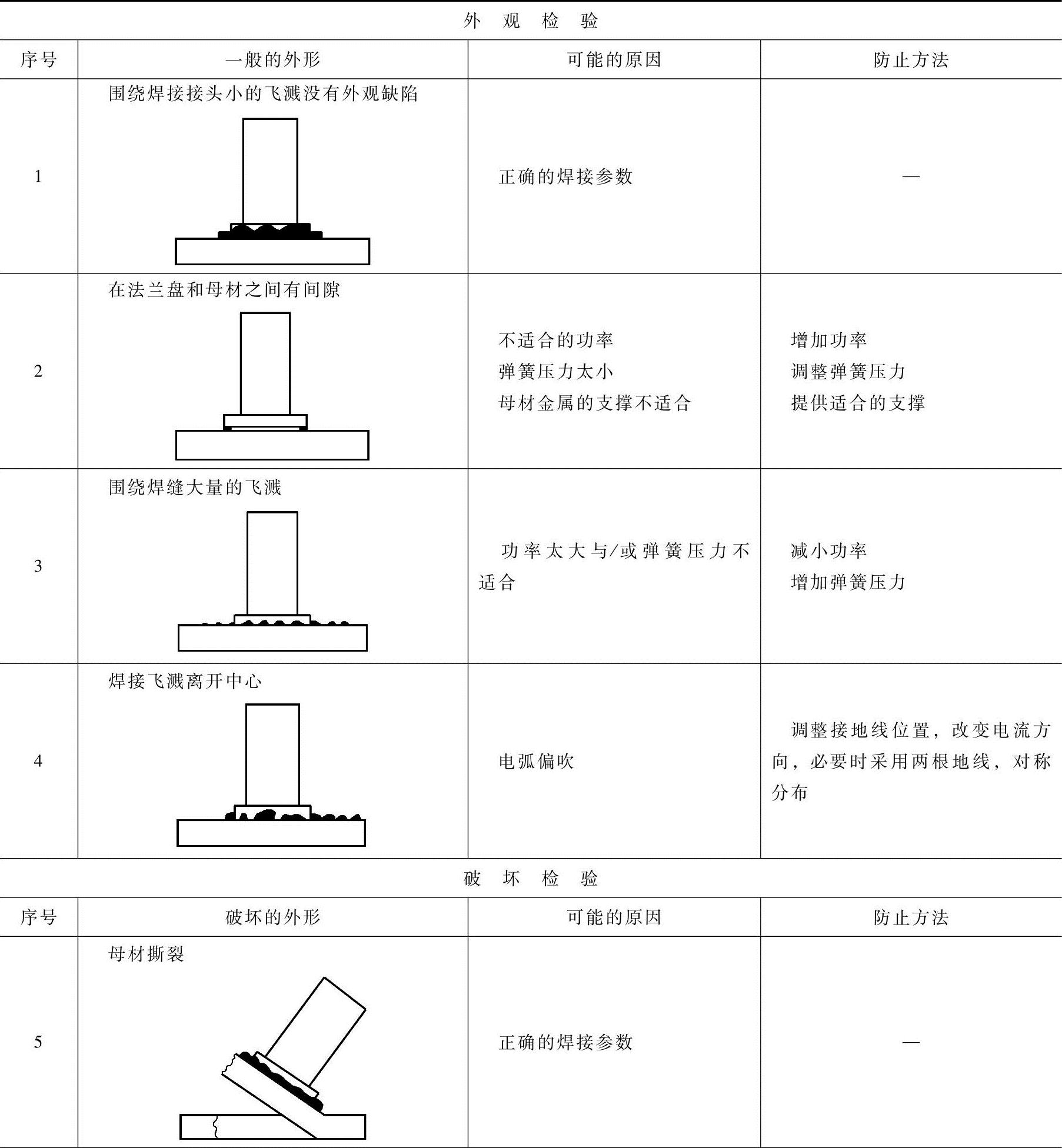
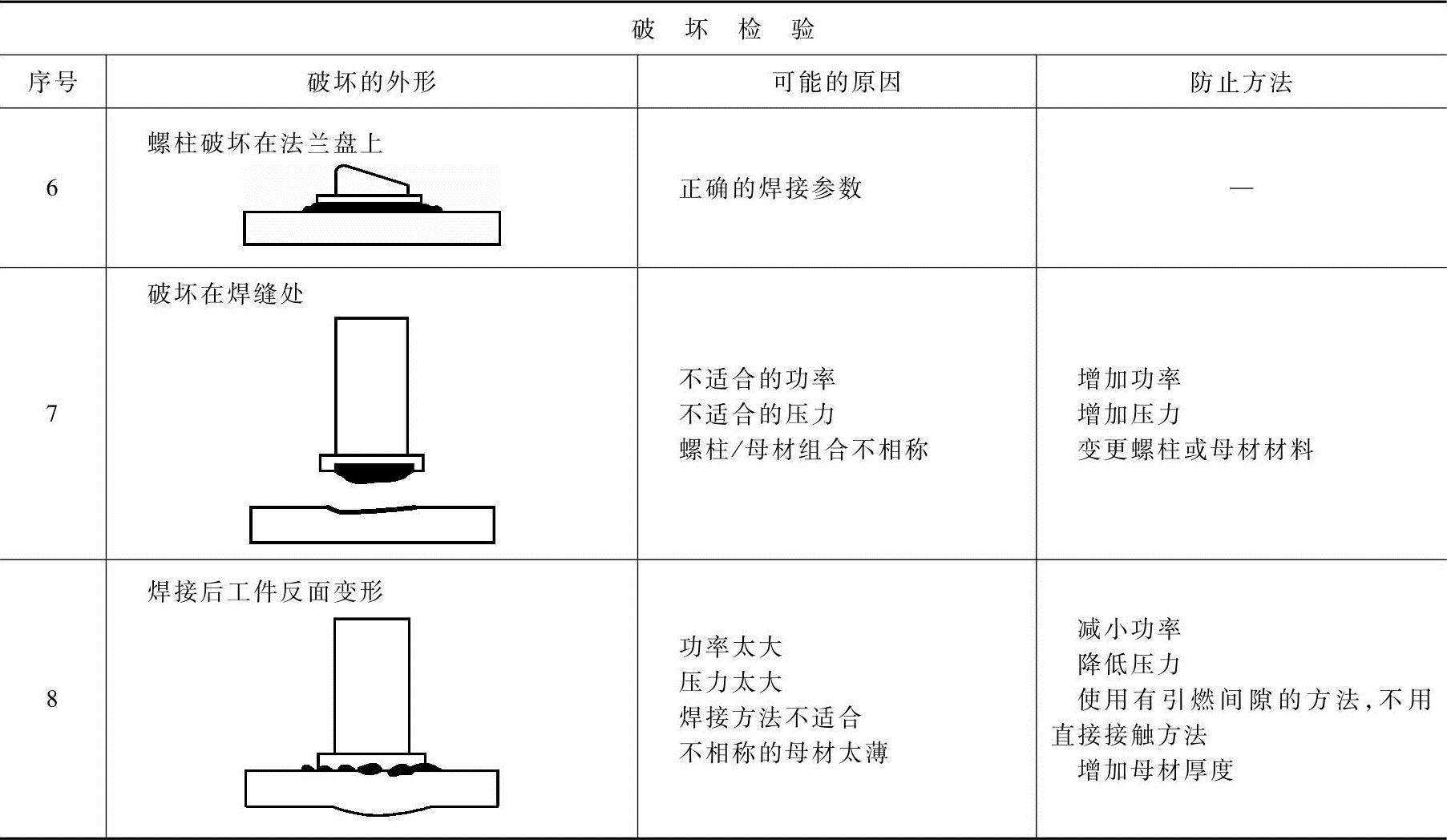
表10-6 短周期拉弧螺柱焊的缺陷及其防止方法(www.daowen.com)
(续)
(续)
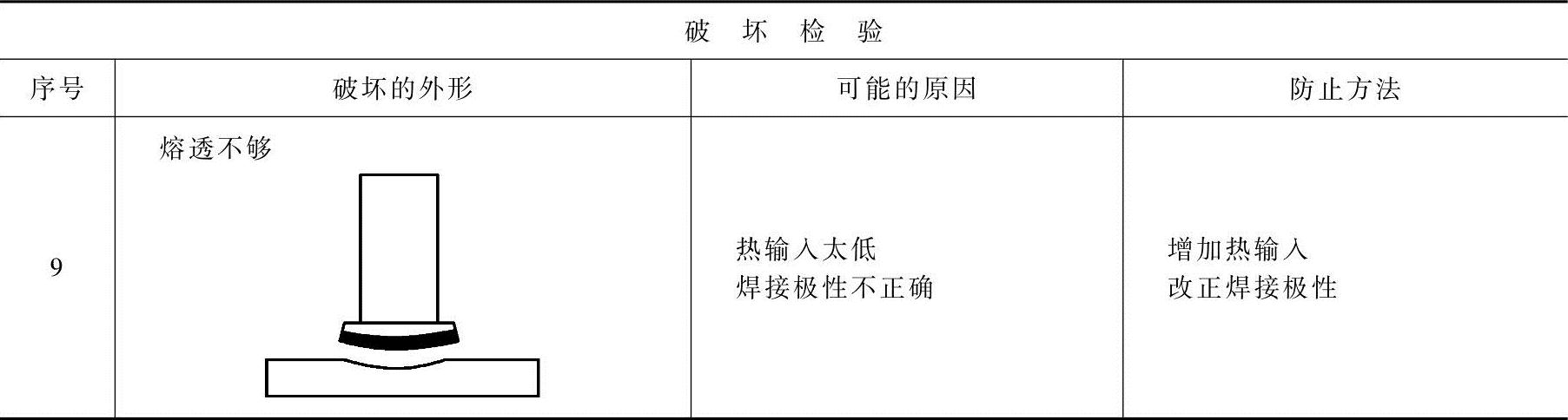
表10-7 电容放电拉弧螺柱焊和电容放电尖端引燃螺柱焊的缺陷及其防止方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





