拉弧式螺柱焊的电弧引燃与焊条的引燃原理相同,都是短路提升引弧。但是拉弧式螺柱焊的三种工艺过程却存在着一定的差别。
1.陶瓷环或气体保护拉弧螺柱焊
陶瓷环或气体保护拉弧式螺柱焊接的过程如图10-6所示。首先,将焊接螺柱插入焊枪的夹头中,如果需要,再配上瓷环,然后抵在工件的焊接位置(图10-6a)。当焊接开始时,焊接螺柱被提升,接着是先导电流在焊接螺柱和工件之问激发出电弧(图10-6b)。然后在焊接螺柱和工件之问触发主电弧(图10-6c),螺柱和焊接母材表面熔化。焊接螺柱被提升到最高点后,开始回落并插入熔池,焊接电流也随即终止(图10-6d)。

图10-6 陶瓷环或气体保护拉弧式螺柱焊接过程
a)套上瓷环,短路定位 b)螺柱提升,引燃电弧 c)电弧扩展,形成熔池 d)落钉 e)接头形成,焊接结束
陶瓷环或气体保护拉弧螺柱焊的电弧是稳定燃烧的,为了防止空气侵入熔池恶化接头质量,一般需要进行保护。大多数情况下的保护采用陶瓷环,也可以采用氩气。在平焊时也可以采用渣保护,即螺柱与工件短路后用埋弧焊剂掩埋焊接区再进行焊接。该种工艺方法具有如下特点:
1)焊接峰值电流可达3000A,焊接时问通常为100~2000ms,需要保护。
2)可以对3~25mm直径的螺柱进行焊接,螺柱直径d与被焊工件壁厚δ之比可以达到4,最小板厚约为1mm。
2.短周期拉弧螺柱焊
短周期拉弧螺柱焊是拉弧焊的一种特殊形式,焊接过程也是由短路、提升引弧、焊接、落钉和有电顶锻几个过程组成,但是焊接时问只有陶瓷环或气体保护拉弧式螺柱焊的十分之一到几十分之一。短周期螺柱有以下特点:
1)焊接峰值电流可达1500A,焊接时问短,为5~100ms,焊接时不保护或进行气体保护。
2)可以对3~12mm直径的螺柱进行焊接,螺柱直径d与被焊工件壁厚δ之比可以达到8,最小板厚约为0.6mm。
3)电流是经过调制的,螺柱直径在10mm以下时最容易实现自动化。
短周期拉弧螺柱焊的操作过程如图10-7所示。
3.电容放电拉弧螺柱焊
电容放电拉弧螺柱焊的原理与陶瓷环或气体保护拉弧螺柱焊相似,但是焊接时的电弧由先导电弧和焊接电弧组成,其中先导电弧通过整流电源供电,焊接电弧由电容器组供电。电容放电拉弧螺柱焊的焊接操作过程如图10-8所示。
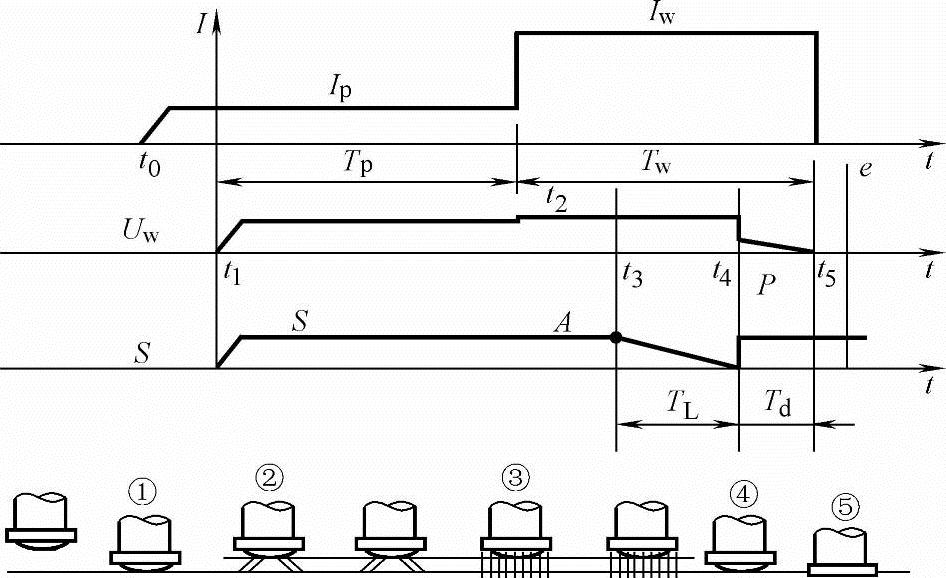
图10-7 短周期拉弧螺柱焊操作过程
Iw—焊接电流(A) Uw—电弧电压(V) Tw—焊接时问(ms) Td—有电顶锻阶段(ms) Ip—先导电流(A) S—螺柱位移(mm) Tp—先导电弧时问(ms) TL—落钉时问(ms) P—焊枪中弹簧对螺柱压力(N)
①~⑤—t1~t5时刻对应的螺柱状态
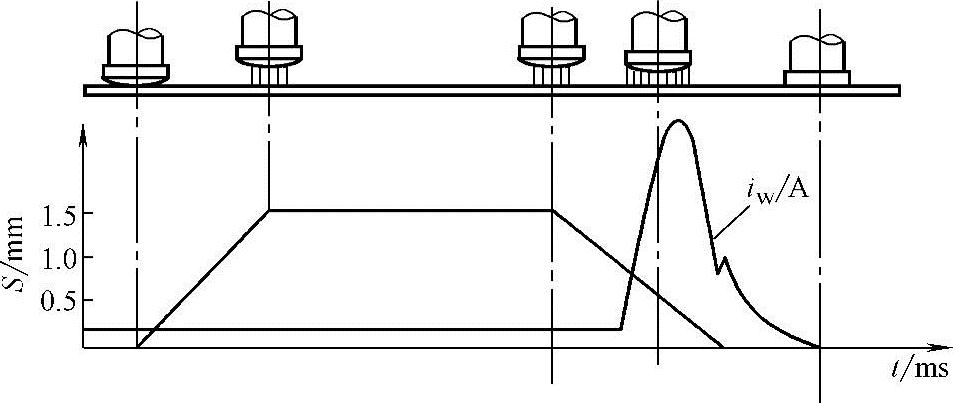
图10-8 电容放电拉弧螺柱焊操作过程
电容放电拉弧螺柱焊的特点:
1)焊接峰值电流可达5000A,焊接时问更短,为3~10ms,无保护。
2)可以对2~8mm直径的螺柱进行焊接,螺柱直径d与被焊工件壁厚δ之比可以达到10,最小板厚约为0.5mm。
4.拉弧式螺柱焊设备
拉弧式螺柱焊三种工艺有所区别,其相应的设备也各有特点。
(1)陶瓷环或气体保护拉弧螺柱焊设备 陶瓷环或气体保护拉弧螺柱焊采用整流器或变流器供电,为了使焊接过程稳定,要求电源为直流下降特性,具有良好的动特性。螺柱焊电源的负载持续率一般为3%~10%,空载电压在70~100V之问,电源的最大焊接电流可达3000A。
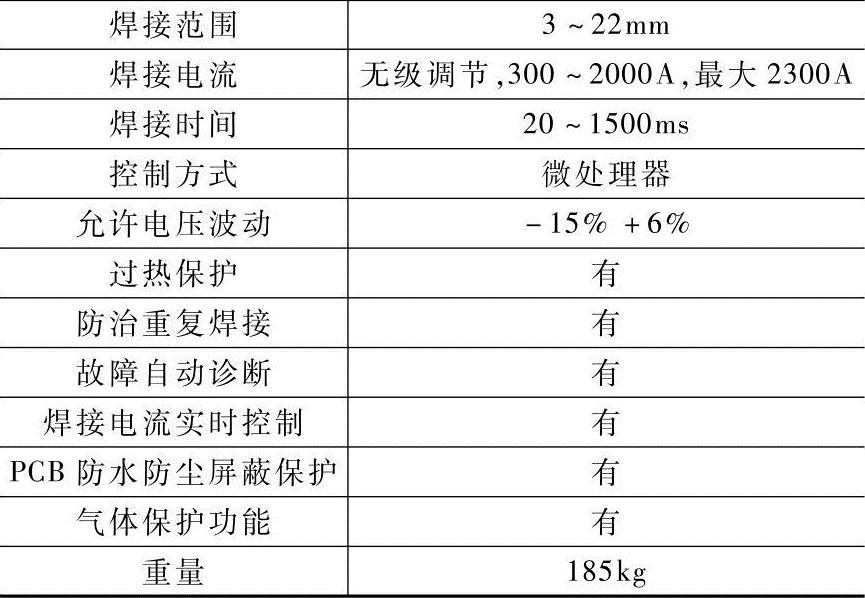
陶瓷环或气体保护拉弧螺柱焊电源普遍采用整流器分级调节或移相触发晶闸管整流,后者控制性能好,对网路电压波动具有较强的补偿能力。图10-9为晶闸管整流拉弧电源的原理框图。kÕCOELOTOP2002拉弧螺柱焊机主要技术参数见表10-2。(www.daowen.com)
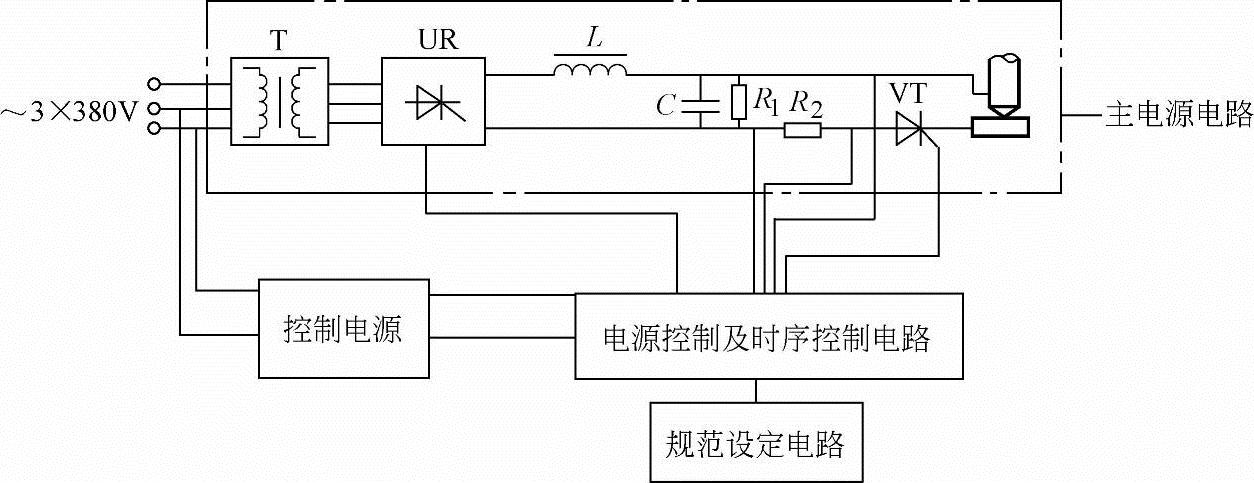
图10-9 晶闸管整流拉弧电源原理框图
表10-2 köCOELOTOp2002拉弧螺柱焊机主要技术参数
(2)短周期拉弧螺柱焊设备 短周期螺柱焊最容易实现自动化,成套设备包括电源、控制装置、送料机及焊枪。短周期螺柱焊电源可以是整流器、电容器组,也可以是逆变器。当采用整流器或电容器组为短周期拉弧螺柱焊电弧提供电能时,通常使用两个单元并联,分别为先导电弧和焊接电弧供电。只有采用逆变器时可以采用一个电源。逆变式螺柱焊电源已经形成了系列产品,但是大多数应用于短周期拉弧螺柱焊。图10-10为逆变式螺柱焊电源的原理框图。
(3)电容放电拉弧焊设备 电容放电拉弧焊电源原理如图10-11所示。给电源供电的电源有两部分组成,其一是由r3-L-VT3-r4-VD2-UR构成的整流器,其作用是为先导电弧提供电能;其二是以电容器组C1为核心的储能式电源,为焊接电弧提供能量。图中VT2是C1的充电开关,VT1是放电开关,S是复位开关。C1充电电压的控制通过检测C1电压和调节VT4的导通角来实现。
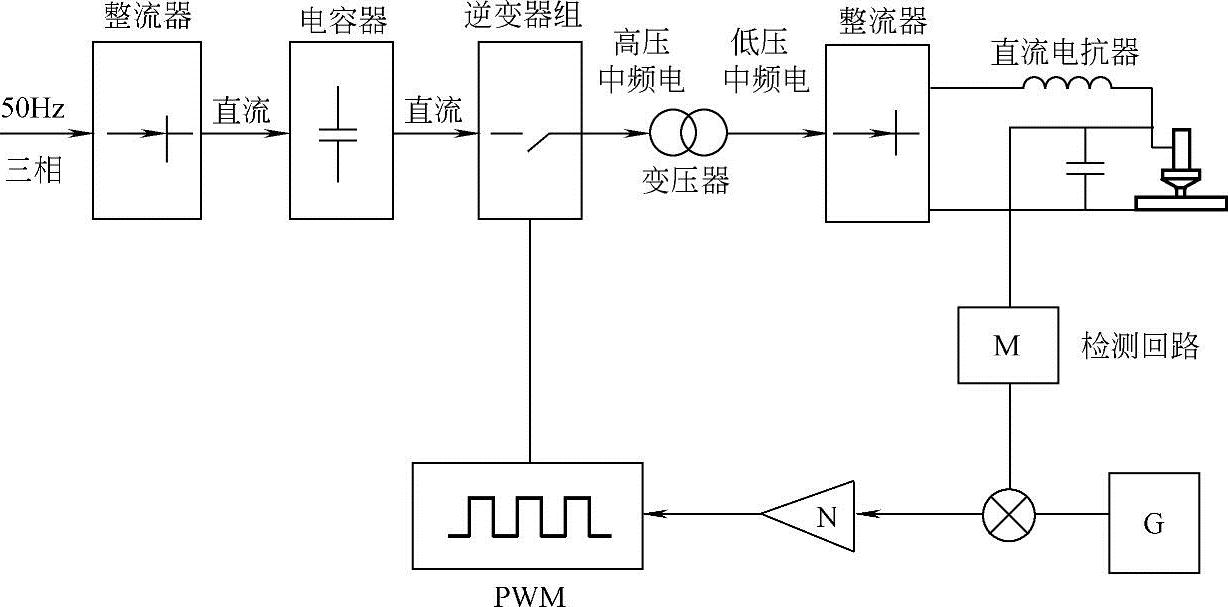
图10-10 逆变式螺柱焊电源的原理框图
5.拉弧式螺柱焊的焊接参数
拉弧式螺柱焊是以电弧作为热源实现螺柱与工件连接的,电弧的产能为电弧电压、焊接电流及焊接时问(电弧燃烧时问)三者的乘积,即W=UIt。但是对于电容放电拉弧螺柱焊,由于先导电弧能量很小,焊接电弧的能量基本由电容器组的储能所确定,因此其焊接参数的选择方法与电容尖端放电螺柱焊相同。这里重点介绍陶瓷环或气体保护拉弧螺柱焊和短周期拉弧螺柱焊的焊接参数及其选择。
陶瓷环或气体保护拉弧螺柱焊的焊接参数如下。图10-12给出了陶瓷环保护拉弧螺柱焊的焊接能量与螺柱直径的关系。
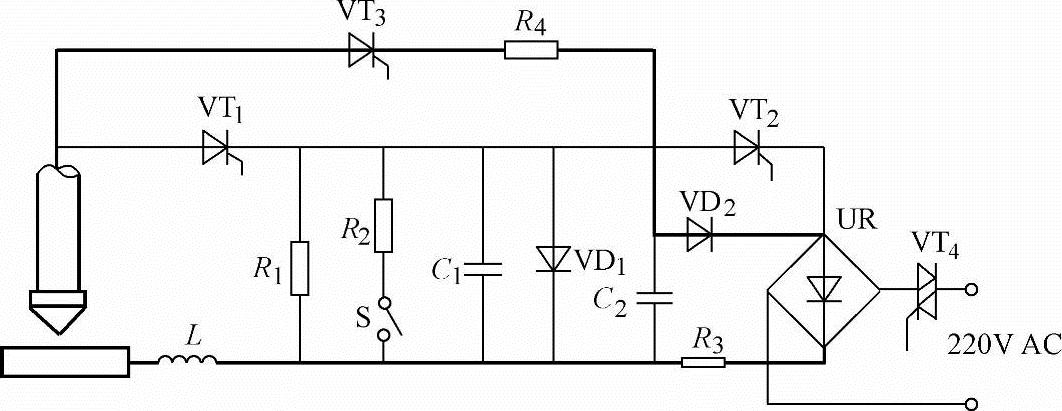
图10-11 电容放电拉弧焊电源原理框图
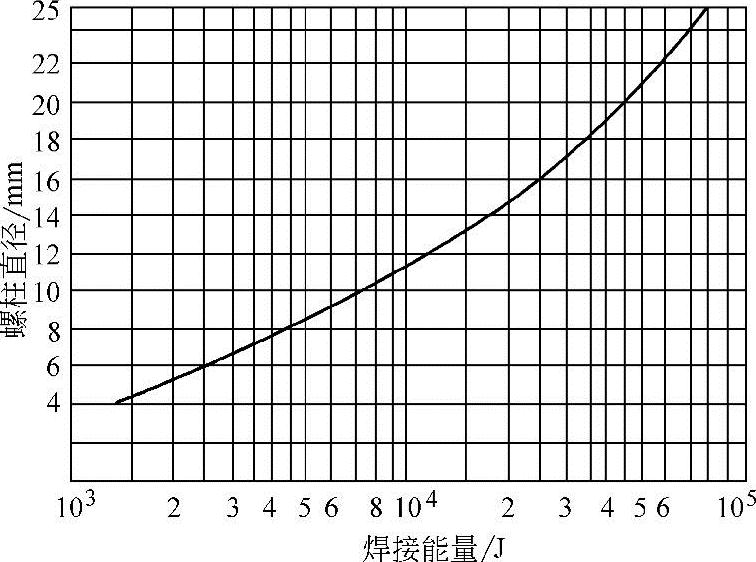
图10-12 陶瓷环拉弧螺柱焊焊接能量与螺柱直径的关系曲线
1)极性:当焊接钢材时,螺柱接电源负极,工件接正极。而对于铝合金和黄铜材料的螺柱焊,实践证明反极性接法可以获得较好的效果。
2)焊接电流:取决于螺柱直径,焊接电流取值范围为300~30000A。对于铝合金和黄铜的螺柱焊,焊接电流可以按以下经验公式估算:
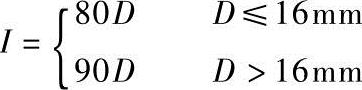
对于钢材的螺柱焊,由于能量的传导损失较小,焊接电流应减小10%。
3)电弧电压:陶瓷环保护螺柱焊时,电弧电压可达30V,而使用气体保护(如82%Ar+18%CO2)时电弧电压约为3V。为了保持电弧产能的恒定,必须选择较高的焊接电流或增加焊接时问。
4)焊接时问:可以按如下经验公式估算:
该公式适于平焊,横焊焊接时问应减少。
5)提升高度:提升高度过大会电弧不稳定,容易产生漂移和电弧偏吹;过小,则容易发生短路断弧。为了保证拉弧后电弧的稳定燃烧,提升高度正比于螺柱直径,在1.5~7.0mm变化,见表10-3。
6)浸入尺寸:浸入工件尺寸大约为3~8mm,正比于螺柱直径。浸入尺寸取决于螺柱下降的速度和压力,在陶瓷环保护螺柱焊时又取决于焊缝余高的形状和陶瓷环的凸缘面积,见表10-3。
7)浸入速度:直径12mm以下螺柱的浸入速度约为200mm/s,而较大直径螺柱为了防止飞溅的产生,浸入速度约为100mm/s。
表10-3 不同螺柱直径的提升高度和浸入尺寸、浸入速度
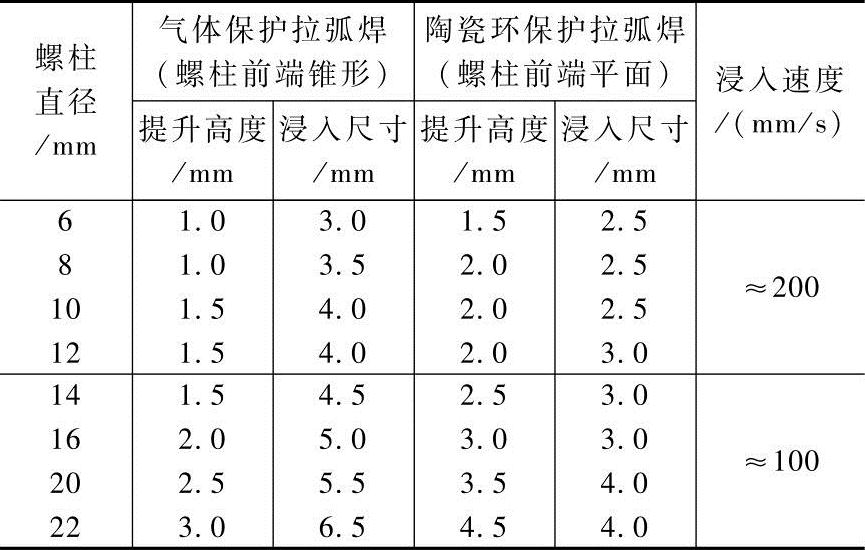
注:本表数据由北京永创电气设备有限公司提供。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





