电容放电尖端引燃螺柱焊是以电容组作为电源,电容所储存的能量快速放电供给电弧。使用高容量电源,峰值电流可以达到10000A。电容放电尖端引燃螺柱焊具有如下特点:
1)焊接时问短,只有1~3ms,空气来不及侵入焊接区,焊接接头已经形成,因此无须保护措施。
2)螺柱直径d与被焊工件壁厚δ之比可以达到8~10mm,最小板厚约为0.5mm。
3)不用考虑螺柱长度方向的焊接收缩量。这是因为焊接熔池很小,而且接头是塑性连接。
4)接头没有外部可见的焊脚,不需要进行接头外观质量检查,不会有气孔、裂纹等缺陷。
1.直接接触式电容尖端引燃螺柱焊
在直接接触式电容尖端引燃螺柱焊过程中,首先螺柱被插入焊枪的螺柱夹头中(图10-1a),螺柱的起弧尖端在焊枪弹簧的作用力下,直接抵在工件的焊接位置。按压焊枪开关,电容放电,螺柱前端的起弧尖端被强大的电阻热汽化,激发出电弧(图10-1b、c)。螺柱和工件的表面熔化,形成熔化层。同时,螺柱在弹簧的作用下向工件运动,插入熔池,电弧熄灭,形成焊接接头(图10-1d)。螺柱的运动速度为0.4~1.0m/s,速度的大小取决于焊枪的弹簧力。上述过程在2~3ms内完成。
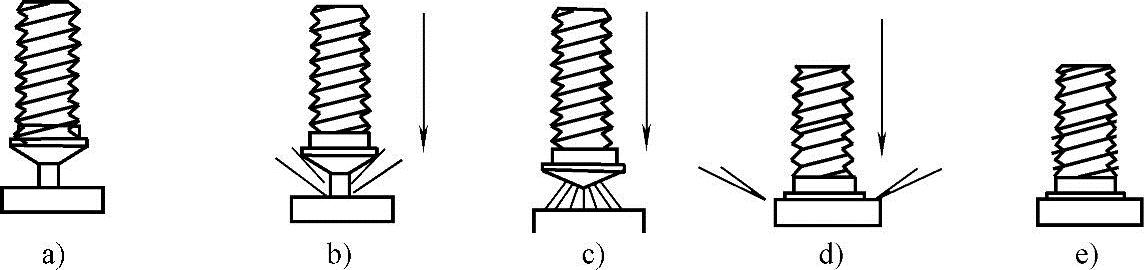
图10-1 直接接触式电容尖端引燃螺柱焊操作过程
2.预留问隙式电容尖端引燃螺柱焊
预留问隙式螺柱焊和接触式螺柱焊不同之处在于,在焊接开始后,焊枪嵌入的电磁铁从初始位置提升螺柱,在焊接螺柱与工件表面之问形成一个可以调节的问隙(图10-2a、b)。当螺柱到达上部顶点位置时,电磁线圈释放,焊接螺柱在弹簧的作用下加速向工件运动,速度大约在0.8~1.4m/s。速度受控于螺柱的提升距离和弹簧力。一旦螺柱引燃尖端接触工件,电流回路闭合,电源电容开始放电。问隙式螺柱焊的后续过程与接触式螺柱焊相同(图10-2b、c、d),但是由于通常问隙式螺柱焊时螺柱的运动速度更快,电弧燃烧时问只有1~2ms。如此快速的焊接过程,使得问隙式螺柱焊可以在没有保护气体的条件下,焊接有色金属。
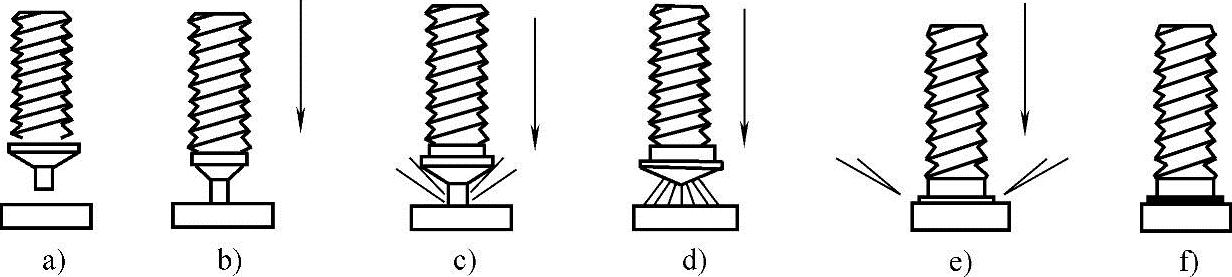
图10-2 预留间隙式电容尖端引燃螺柱焊操作过程
3.电容放电尖端引燃螺柱焊设备原理
螺柱焊设备由电源、控制系统和焊枪三部分组成。通常电源与控制系统是集成在一起的。直接接触式和预留问隙式电容尖端放电螺柱焊电源是相同的,可以通用。这两种设备的差异主要体现在焊枪上。
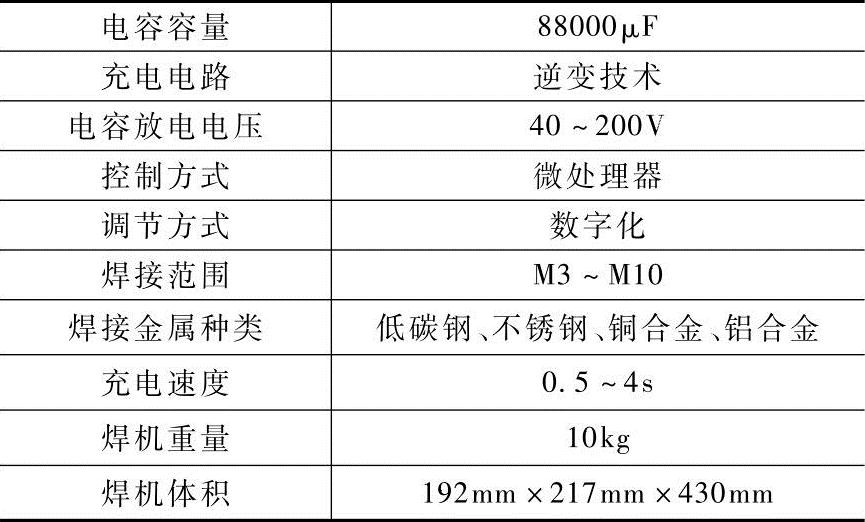
电容放电尖端引燃螺柱焊电源的电路原理图如图10-3所示。电源由电容器充电电路、充电电压调节电路、电容器的放电电路及复位电路等组成。图中电容器组C容量为12~150mF,T、S1、ZL、S2构成C的充电回路。S2为充电开关,S2关断时交流电经过T变压、ZL整流对C充电,S1为双向晶闸管,用来控制C的充电电压。S2断开时,充电结束。r2、S4为复位电路,焊接结束关掉电源时C储存的能量通过该复位电路释放。S3为C的放电开关。OBO-WIN-TURES BS310型电容储能螺柱焊机的主要技术参数见表10-1。(https://www.daowen.com)
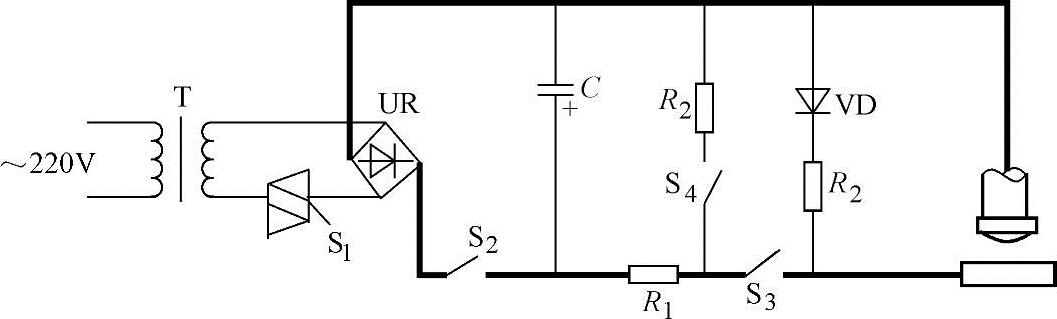
图10-3 电容放电尖端引燃螺柱焊电源原理图
表10-1 OBO-WINTURESBS310型电容储能螺柱焊机的主要技术参数
4.电容放电尖端引燃螺柱焊的焊接参数
(1)极性 通常螺柱连接到电源的负极,工件接正极。但是对于铝合金和黄铜工件的螺柱焊,工件接负极是有益的。
(2)焊接电流 峰值电流在1000~10000A,取决于充电电压、电容量和焊接输出回路的电阻和电感。图10-4给出了电容放电尖端引燃螺柱焊焊接电流和电压曲线。
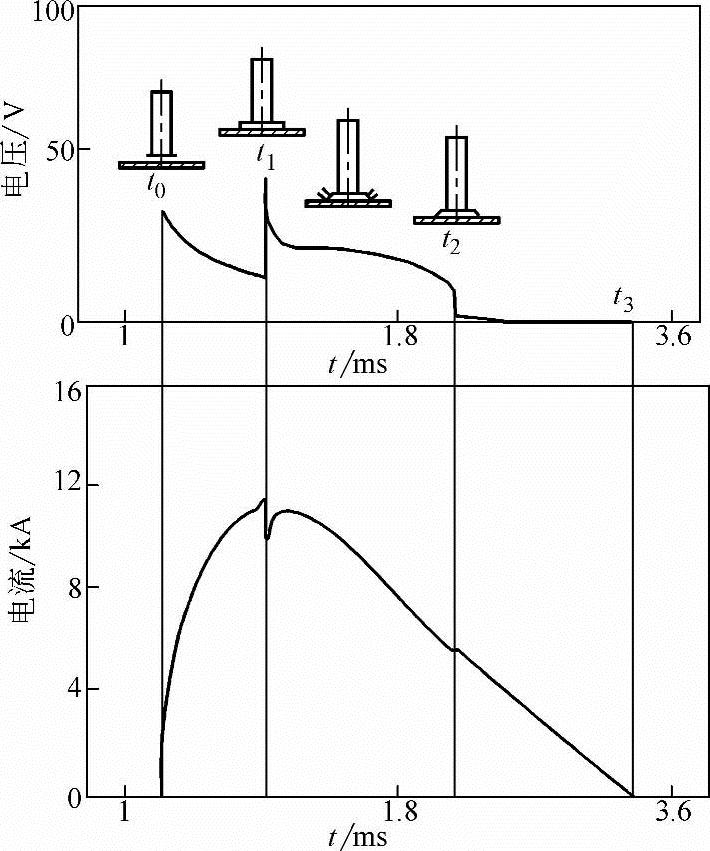
图10-4 电容放电尖端引燃螺柱焊焊接电流和电压曲线
(3)焊接时间 焊接时问不能直接选取,取决于电容所储存的能量和回路电感。一般电容尖端放电引燃螺柱焊的焊接时问为1~3ms。在镀锌钢板上焊接可以适当延长焊接时问。
(4)负载功率 电容尖端引燃螺柱焊的焊接能量是电容器组输出的,因此其负载功率应等于电容器所储存的能量,即:W(J)=0.5×C(F)×U2(V)。
负载功率正比于螺柱直径,随着螺柱直径的增加,应提高充电电压或增大电容器组容量。图10-5为电容放电尖端引燃螺柱焊时,螺柱直径与电容量、充电电压和负载功率的关系曲线。
(5)浸入速度 螺柱向工件的浸入速度由焊枪弹簧和螺柱的质量决定,浸入速度大约在0.5~1.5m/s。它与螺柱尖端长度共同决定了焊接时问,因此必须保持稳定的浸入速度在极限值以内能够达到稳定的焊接质量。
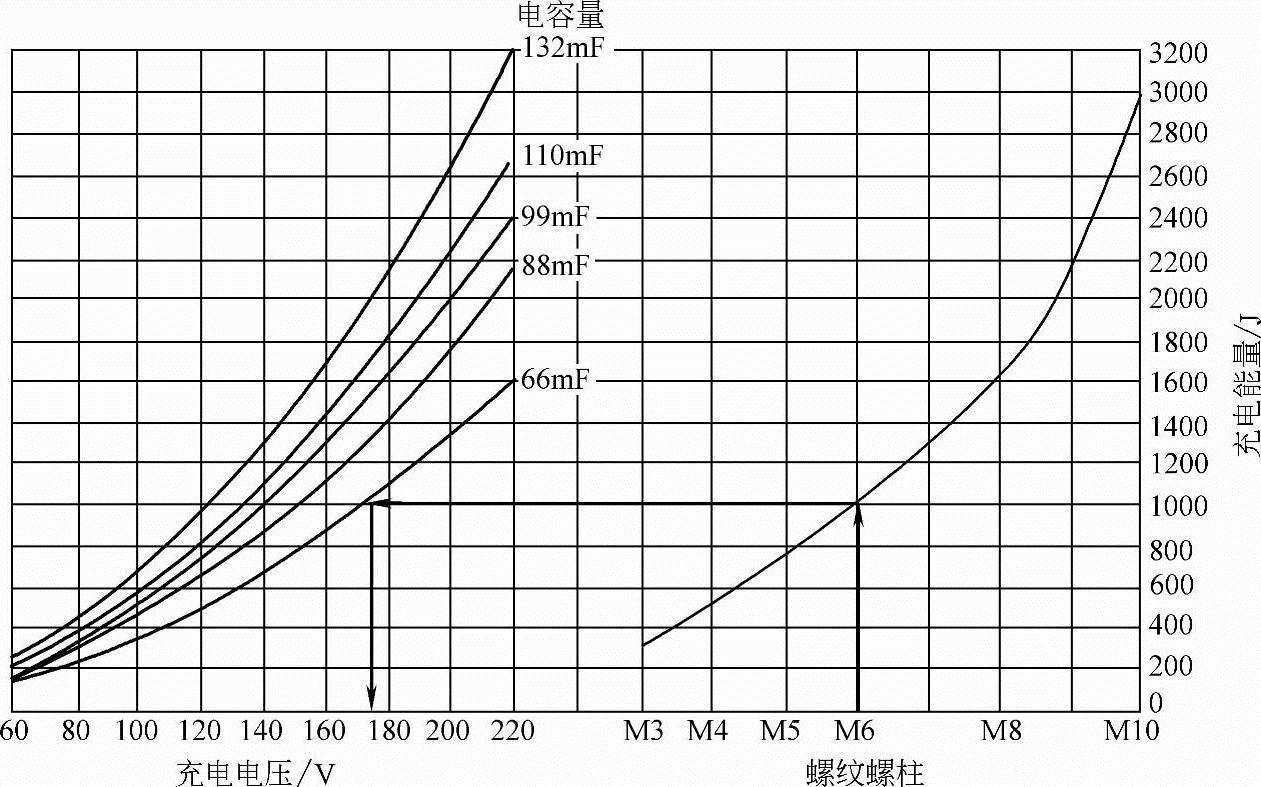
图10-5 螺柱直径与电容量、充电电压和标准负载功率的关系曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






