直径203mm的过河管线,如图9-57所示。两处管线折损和破裂部位分别处于水深22m和27m处。急速的水流和繁忙的水上交通,严重干扰了水下修理工作的视线。
施工开始时,先在管线损伤的部位开沟,把要修理的管线从河底泥土中暴露出来。水深22m和27m处的损伤管线,分别处于泥线下2m和9m,管线损伤的长度大约15m。然后把损伤的区段两端切开,并提升到水面。在水下把法兰装在未损伤的管端上,并设置小型干法水下焊接工作室,工作室的空问应足以容纳到潜水焊工的腰部,用高压干法水下焊接对法兰及管端进行焊接。
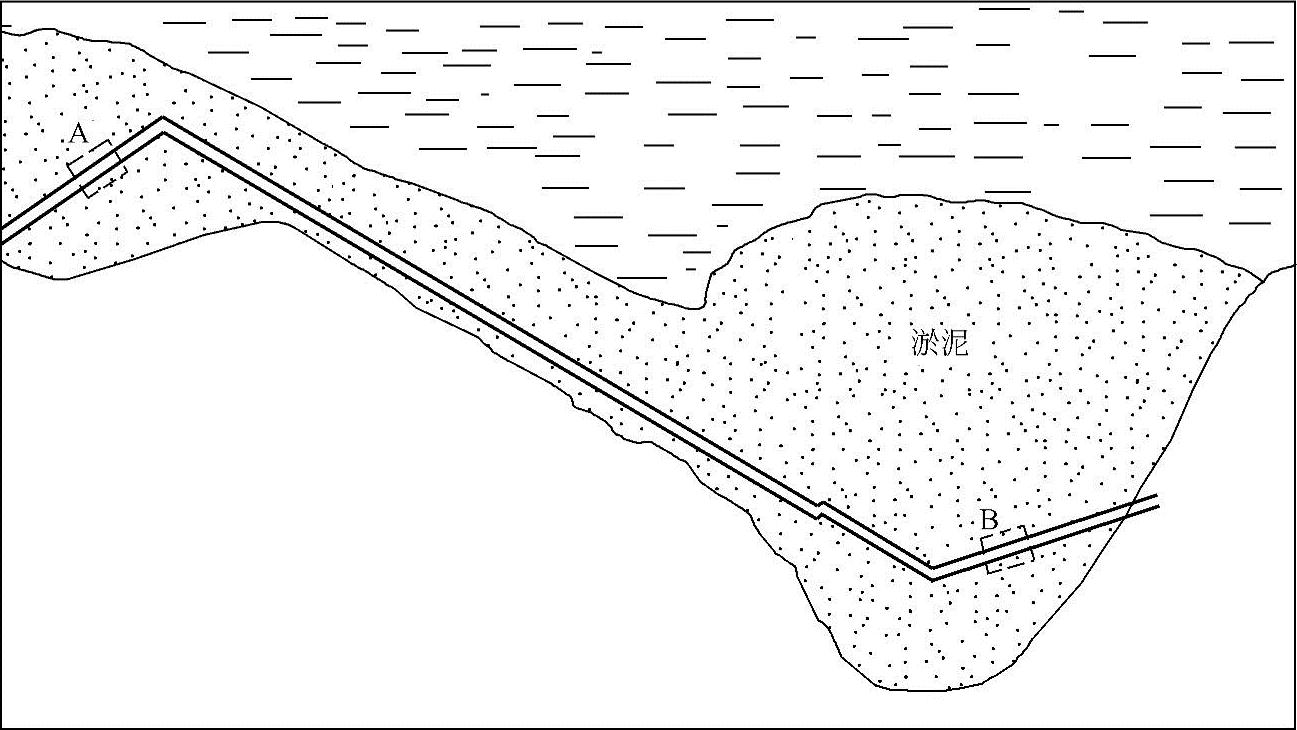
图9-57 过河管线(A、B处水深分别为22m和27m)[34]
把配合法兰用螺栓拧在已装焊在管端的法兰上,把要替换的新管段放入水下相应部位,用湿法水下焊接将新管段与配合法兰定位焊在一起,然后松开螺栓,把新管段及定位焊好的法兰提升到水面上。在水面上进行焊接、试压并作防腐处理。用驳船将两端焊好法兰的替换管段沉入水下相应部位,在法兰之问放置不锈钢环形垫圈,并用螺栓拧紧。最后管线经12h、13MPa承压试验。(www.daowen.com)
广州市一过河水管直径630mm,壁厚8mm,由于船舶起锚,不慎将水管钩裂,供水中断,对生产和居民生活造成极大影响,虎门一条直径1100mm的过河水管,由于安装时沉放不当,造成撕裂,水压急剧下降,严重影响生产,如果用传统的方法恢复供水,只能是重新铺设过江水管,如此一来,工期过长,费用浩大。经过多方调研,决定采用水下干式高压焊工艺,主要解决水下干式焊接舱的设计和舱内焊接的安全问题。
水下干式焊接舱的环境控制系统用以保证潜水员的安全并提供必需的工作条件。根据工件的情况,干舱的设计尺寸为2mx2mx2.5m,四角设有桩孔,边门为活动封板,舱内配备焊接设备及工具箱、2盏水下照明灯、水下电话、水下电视录像系统、4个进排气阀等。
受涨潮、退潮的影响,水流很急,为防止干式舱受水流影响而摆动,干舱在现场就位后,用4根桩将其固定。根据计算结果,干舱排空时将有90kN的正浮力,干舱自重2t,故加放8t的压载铁块。
干式舱排水用空压机为6m3国产空压机,焊接设备为AX4—300—1直流焊机。施焊处水深15m,环境气体为空气,气体压力2MPa,舱内温度23℃。被焊水管材料Q235,直径630mm,壁厚8mm,表面有沥青保护。焊接时使用φ4mm结422船用焊条,直流正接,第一道焊接电流290~250A,第二道260~280A,检验要求进行目视检查、水下照相、水下录像。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




