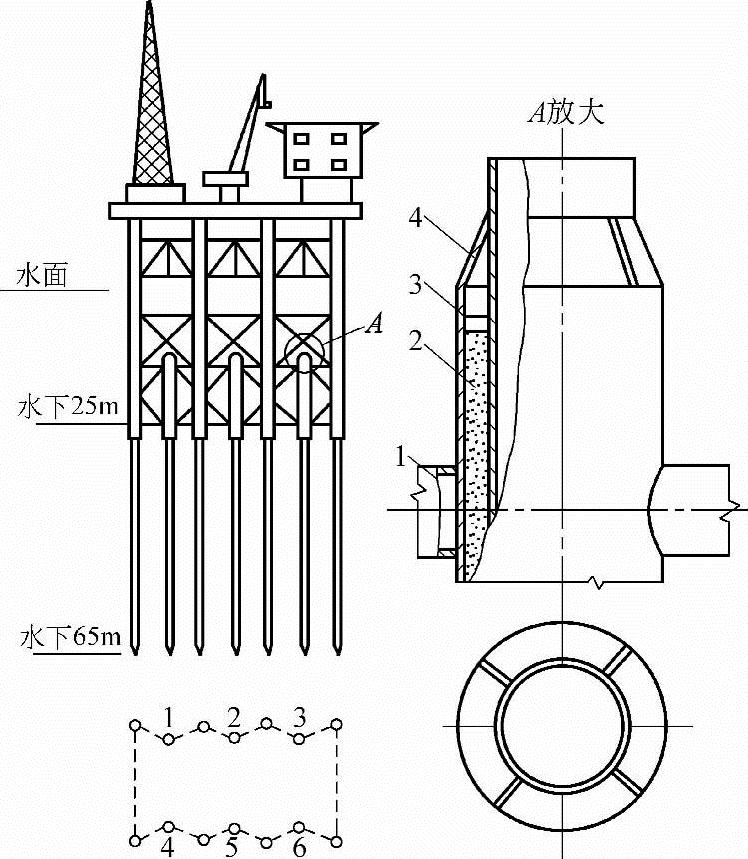
图9-51 水下桩结构及其焊接位置
1—拉肋 2—水泥 3—密封垫 4—弧形板
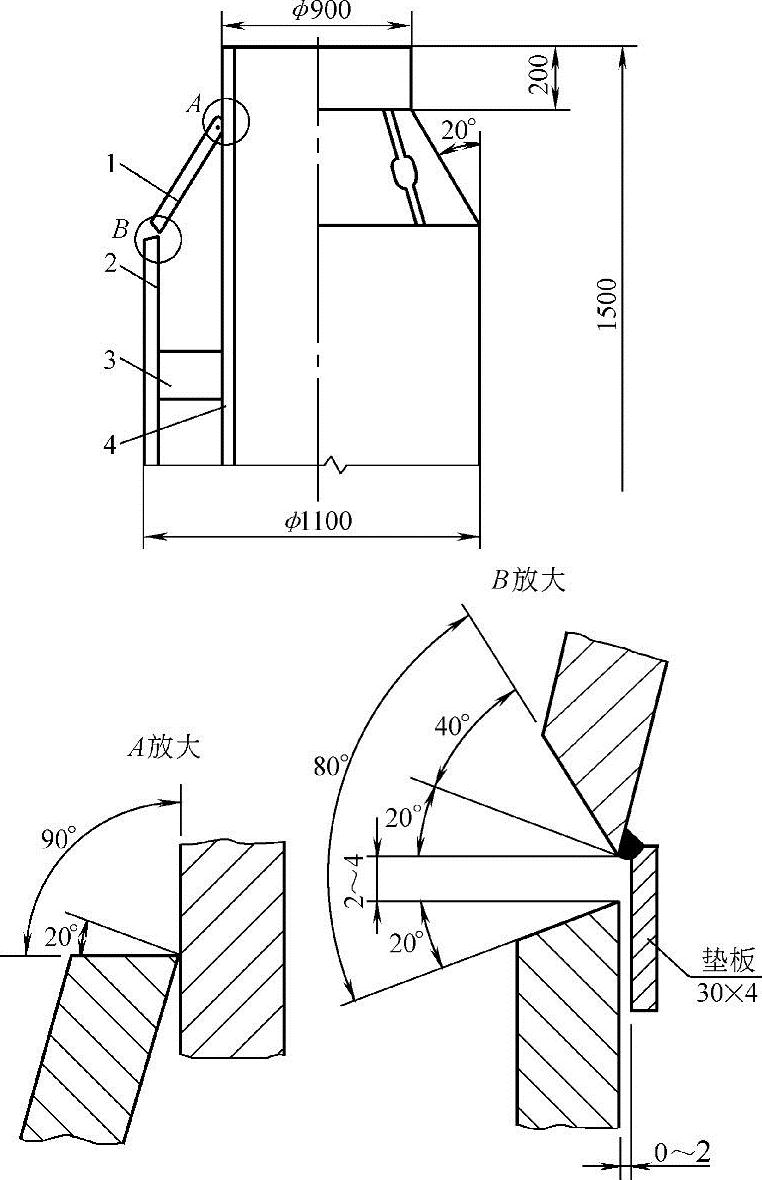
图9-52 水下桩模拟件结构细节
1—弧形板(SM53B,δ=14mm) 2—导管(SM41C,δ=14mm) 3—肋板(Q235,δ=10mm) 4—钢桩(SM50C,δ=18mm)
水下桩是增加平台承载能力和稳定性的辅助桩。“渤海12号”钻井平台共有6根水下桩,其上端位于水深13.5m,结构细节及所处位置如图9-51所示。需要水下焊接的是弧形板与导管和钢桩之问的两条横向环缝。对焊接接头的技术要求是:焊缝表面成形良好,无咬边等焊接缺陷,接头强度不低于母材,冷弯180°。
水下焊接施工前,先在4.5m水深的淡水训练罐中焊接2个水下桩帽模拟件,模拟件与实际结构接头尺寸一致。接头尺寸及结构细节如图9-52所示。模拟件的装配在陆上进行。导管与钢桩的圆度误差小于1%,导管端面平面度小于2mm,装配问隙一般在0~4mm,个别部位达到7~8mm。每根水下桩的桩帽有4块弧形板,每块弧形板的上弧形焊缝长约700mm,下弧形焊缝长约800mm。(www.daowen.com)
采取局部排水CO2焊接法。焊丝为直径1.0mm的H08Mn2SiA,焊接电流130~170A,电弧电压29~30V,此处的电压为焊接电缆线2根各60m长时的电源指示值,焊接速度2~4mm/s,CO2气体流量3~4m3/h,坡口A一般3~4道焊满,坡口B一般要求4~5条焊道。
焊后经外观检查及超声波检测,焊缝成形良好,没有外观及内部焊接缺陷,仅有一块弧形板的下环缝出现个别小气孔,焊接接头的力学性能满足设计要求。
为使潜水焊工在水下能稳定地操作,结合水下桩的结构特点,制作了由两个半圆筒组成的圆形工作台,或称挡流筒,起挡水流的作用。挡流筒直径3m,高1.5m。吊装时先将两个半圆筒张开,形成大钳口状,夹在水下桩的桩帽上,在筒底座到水平拉肋钢管上时,再将开口合拢锁紧。潜水焊工站在筒内进行焊接操作,如图9-53所示。
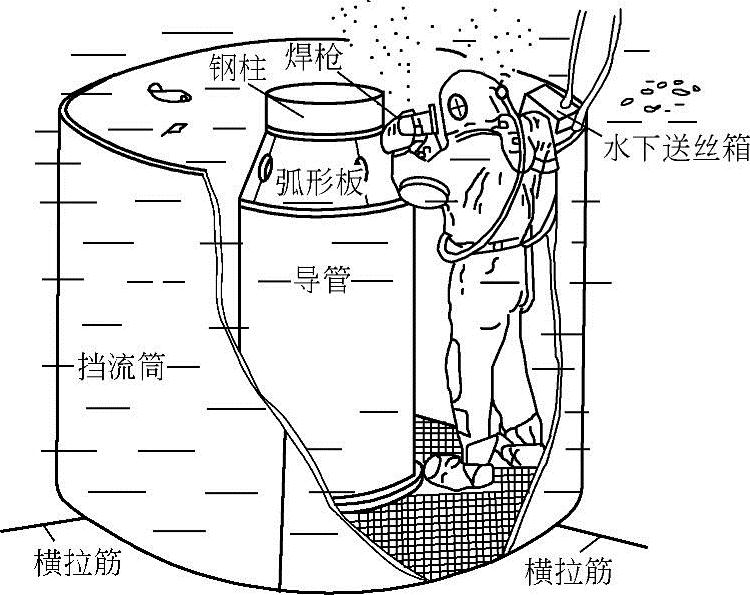
图9-53 水下焊接操作示意图
实际焊接水深13.5m,水温8~10℃,最大风力6级,最大流速2m/s。由于平台导管架的导管与钢桩的同心度偏差较大,使弧形板的装配问隙难以保证。个别弧形板割成两片分别装焊,可将装配问隙控制在6mm以下。实际焊接时,焊丝直径及电弧电压与模拟件焊接相同,焊接电流第一道用得较小,为100~120A,其余各焊道为130~180A,气体流量为5~7m3/h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





