属于水下电弧切割的水下切割法中,除水下电-氧切割之外,还有水下焊条电弧切割、熔化极气体保护水下切割、熔化极水喷射水下切割、水下等离子弧切割、水下电弧锯切割等,本节仅就较有发展前途的水下等离子弧切割和熔化极水喷射水下切割作简要介绍。
1.水下等离子弧切割
水下等离子弧切割是利用高温高速等离子气流加热熔化待切割材料,并借助高速气流或水流把熔化材料排除形成切口,直至切断该材料。图9-49所示为PM型水下等离子弧切割枪简图。由于等离子弧难以在电极和工件之问形成,必须利用高频或直接接触方式首先在钨极和喷嘴之问引燃引导电弧(亦称小弧),然后再转移过渡到钨极和工件之问。目前用于水下金属材料切割的等离子弧切割枪,都是转移弧形式的。
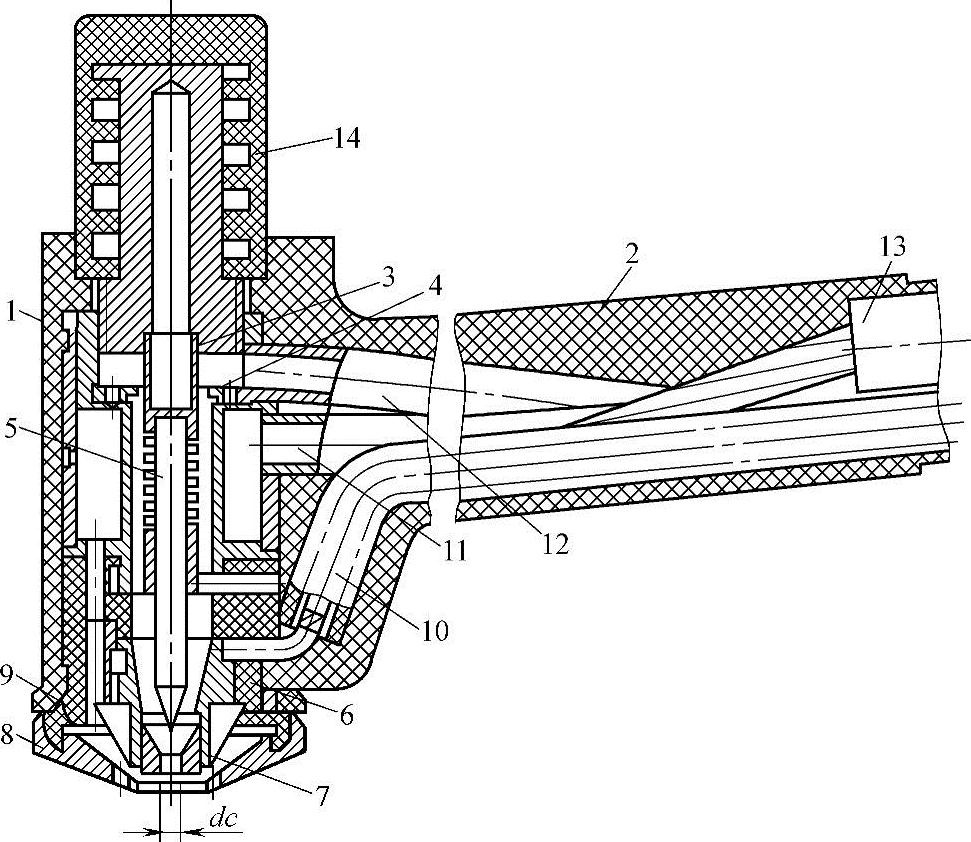
图9-49 pm型水下等离子弧切割枪纵断面
1—枪体 2—手柄 3—夹紧套 4—支承环 5—电极 6—内喷嘴 7—镶套 8—外喷嘴 9—隔热套 10—导线 11—导电管 12—气管 13—水管 14—密封帽
水下等离子弧切割用电源与陆上等离子弧切割电源大体上相似,只是空载电压要高些,功率要大些。
水下等离子弧切割枪与陆用的不同之处在于增设屏蔽喷嘴,喷出的气体(或水)围绕等离子弧形成屏蔽,保护等离子弧不受水的干扰,同时对等离子弧也起一定压缩作用,使其能量进一步集中。也可采用双层保护,即水-气联合保护,图9-49所示,即为水-气联合保护。
可用作等离子气的气体主要有N2、Ar/H2混合气体、O2和压缩空气。用于形成屏蔽和保护气体有CO2、Ar、N2和压缩空气。使用不同的离子气,电极材料亦不同。一般情况下,等离子气为N2、Ar/H2时,应选钨电极;压缩空气和O2作离子气时,应选用铪电极。因水下切割时需要电流较大,为增加电极使用寿命,应采用水冷电极。
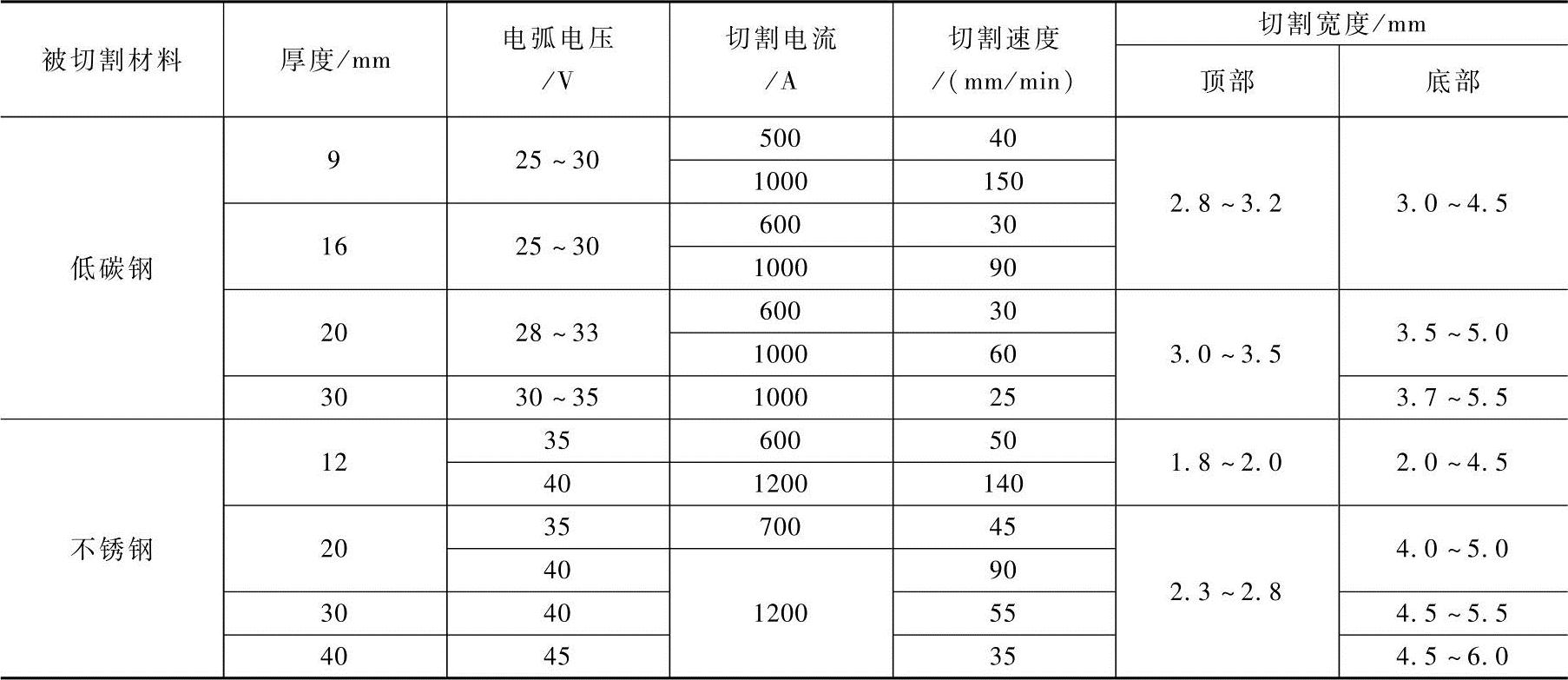
由于水下离子弧受到水的冷却和压缩,比陆上等离子切割电弧稳定性差。为确保水下引弧顺利,切割过程稳定,需要较高的电弧电压和较大的切割电流。经验表明,切割相同厚度的金属材料,水下切割比陆上切割时电弧电压提高20%~50%,切割电流增加1倍以上。表9-13列出几例核设施解体时遥控水下等离子弧切割参数。
由于水下等离子弧切割速度、切口质量不亚于陆上等离子弧切割,而且噪声、弧光、烟雾及金属粉尘等对环境的污染比陆上等离子弧切割小得多。因此,水面下(水深100~200m)等离子弧切割已被制造业广泛应用。
表9-13 遥控水下等离子弧切割参数

手工水下等离子弧切割技术尚未广泛应用。国外早在20世纪70年代已研制成功水下手工等离子弧切割专用割枪,试验水深10m。潜水员在水下手工操作切割6.35mm厚的不锈钢、切割速度达1800mm/min,切割12mm厚的板,切割速度达840mm/min。
我国已研制成功水下手工空气等离子弧切割技术,可切割板厚30mm。但尚未在生产中应用。(www.daowen.com)
2.熔化极水喷射水下切割
熔化极水喷射水下切割是利用高压水流将被电弧熔化了的电极和工件熔化金属吹掉而形成切口的切割方法,其原理如图9-50所示。该切割法属熔化切割,可切割所有金属。
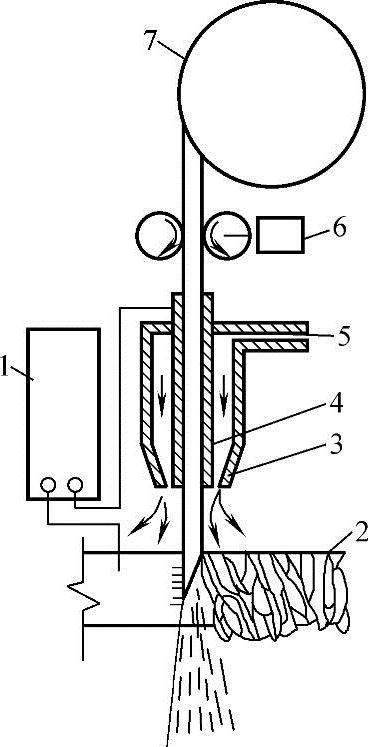
图9-50 熔化极水喷射水下切割原理示意图[28,29]
1—切割电源 2—工件 3—喷嘴 4—导电嘴 5—高压水 6—送丝机 7—割丝盘
该切割法配套设备由切割电源、电缆、水下送丝箱、供高压水系统及割枪等部分组成。
切割电源与陆用熔化极气体保护焊电源相同,只是功率要大些,额定输出电流一般为500~1500A。
水下送丝箱与LD-CO2焊接用水下送丝箱相似。水下切割时,要随潜水员带到工地地点。
高压水可从陆上通过长输管线提供给切割枪。亦可将高压水泵放置到水下工作地点附近,通过短管直接提供切割枪,这样效果要好些。
可用普通焊丝作切割丝(电极)。为降低切割成本,亦可用普通镀锌钢丝,可用规格为φ1.6~φ4.0mm。
作为切割电极的切割丝是连续提供的,从而提高了生产效率,而且不仅可进行半自动切割,也可进行自动切割。表9-14给出了在200m水深中自动切割装置试测的切割数据。
我国于20世纪70年代末引进了这项技术,研制了切割设备,在浅水56m水深试切,12mm厚低碳钢板,其速度超过20m/h。最大切割能力达40mm。
表9-14 熔化极水喷射水下切割数据(水深200mm)[28,29]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






