1.水下检验方法
目前,已有多种方法应用于水下结构及水下焊缝的质量检验,但大都是沿用陆上的检验方法及设备,只是在设备的防水性及电气安全等方面作了一定的改进。
由于水下结构往往较为庞大和复杂,制造费用高昂,因此对这类结构一般不采用破坏性检验而多采用非破坏性检验。常用的非破坏性检验方法有下面两类:
(1)水下目视检验 通常是潜水员用肉眼或借助放大镜(一般20倍以下)进行观察检验,也可借助水下摄影、水下电视及水下录像等方法将待检部位的状况摄录下来,由陆上人员进行检验。
检验前需将待检部位或焊缝附近10~20mm表面的污物清除干净,然后按顺序进行观察,捕捉焊缝表面的缺陷(如咬边、夹渣、表面裂纹等)及结构潜在的隐患(如机械损伤、外观裂纹、腐蚀情况等)。
水下目视检验的效果很大程度上取决于潜水检验人员的判识能力和实践经验。
水下焊接施工的检查应按相应的标准或法规进行,AWS D3.6—1993对水下焊接接头的试验和检查提供了详细的规定。如客户有特殊要求,可协商解决。
制造阶段或修理质量的检查通常是一次性的,而服役检查是贯穿在结构的整个服役寿命之中的。可以定期检查,也可以实时检测。
另外,由于A类和B类最初是分别针对铁素体钢干法和湿法水下焊接的,它们在验收准则上的差别实际上反映了干法和湿法水下焊接接头所能达到的质量。
例如焊接咬边,A类焊接接头不应超过0.8mm,B类焊接接头不应超过1.6mm,这对熟练的潜水焊工来说一般不成问题。对于有问隙单边V形坡口对接接头无衬垫焊接,干法水下焊接很容易保证焊透并不发生烧穿,但湿法水下焊接时就很难达到这一要求,所以湿法水下焊接更常用于角焊接头和有衬垫的对接接头。如在焊接修理中,一定要用湿法焊接无衬垫的单边V形坡口对接接头,要根据断裂力学的合于使用准则,决定焊根焊透的程度,并制订相应的焊接工艺。
(2)无损检测 水下检查所用的设备和技术与陆上检查是一样的,只是在设备的防水性和电气安全等方面作了某些改进。另外水下检查的操作环境比陆上恶劣得多。水下检测人员必须要有合格证,他们多是经过专门无损检测培训的职业潜水人员。
1)外观检查(VT)。不管在水下还是陆上,这种检查都是最重要的检查方法。检查时潜水员用肉眼或放大镜仔细观察,也可借助水下摄像和摄影等方法,将待检的部位摄录下来,由陆上人员进行分析,并提供书面证明文件。外观检查可检查焊接接头尺寸较大的表面缺陷,如咬边、夹渣、表面裂纹、表面腐蚀及表面机械损伤等。
2)磁粉检测(MT)。磁粉检测是目前应用最广泛的水下无损检测技术,主要用于检查表面裂纹或近表面裂纹。在海洋工程结构中,其主要用于检查节点和焊缝的疲劳裂纹及其他服役裂纹。检查前金属表面必须清理干净。为了增强观测效果,也常采用荧光磁粉。磁粉由喷雾器喷撒,喷雾器和手持紫外光灯装在一起。在浅水或日光下,也可采用磁粉。使用的磁场强度对检查的可靠性十分重要,现在标准多采用0.72T的磁场强度。在环境照明较差的情况下,采用荧光磁粉可检测到10μm宽度的裂纹。对工件进行磁化的方式很多。海洋工程中大量使用的钢管结构,可采用线圈法磁化,即采用绝缘电缆线在要检查的焊缝附近沿钢管圆周绕几圈,形成纵向磁场,可发现与线圈轴线垂直的周向裂纹。为了方便,现在也可采用饼式扁平线圈,放在检测结构的表面就能形成必要的磁化。可用水下摄像或拍照的方法记录检查到的缺陷。磁粉检测的缺点是不能给出裂纹的深度。现在试验采用霍尔效应探针定量测量漏磁的密度与分布,进而预测缺陷的尺寸。
3)超声检测(UT)。对于超声检测来说,探头的耦合及可靠定位十分重要。在手工检测时探头由潜水员放在要检测的部位,而显示超声信号的屏幕在水面上,两者的通信联系问题使得这种方法很难得到满意的结果,故目前只在简单结构的检测上获得成功应用,而且主要用于诊断,很难大规模使用。对于数显的超声波测厚仪,潜水员可方便地自己拿着使用,用于确定结构的腐蚀程度和范围。自动化的水下超声检测设备在20世纪80年代初已得到应用,主要用于确定腐蚀范围、结构的层状撕裂以及管接头焊缝的检查;可给出管壁厚度变化图及焊接缺陷投影图;不但效率高、成本低,而且减少了对熟练超声检查人员的依赖。
4)射线检测(RT)。射线检测在焊接金属结构制造中早已得到广泛应用,是评价焊接质量的可靠方法。虽然射线检测可在水中进行,但通常不直接在水中应用,目前还是在紧靠水面的干箱或围堰中使用。
①涡流法。当交流线圈接近金属表面时,线圈交变磁场在工件表面产生涡流,涡流磁场又将削弱线圈磁场,改变线圈的表观阻抗。金属表面存在缺陷或物理性能发生改变都对涡流造成影响,通过测量线圈的阻抗或电位的变化就能实现材料表面缺陷的检测。目前涡流法还没有在水下工程结构的无损检测中得到广泛应用。但由于这种方法容易操作,检测速度快,将来可能是一种很有前途的检测方法。
②交流阻抗法。在金属表面两点问通过交流电,由于趋肤效应使电流约束在材料表层。如在引入交流电的两个接触点问存在表面裂纹,会使电流路径加长,进而改变两点问的电位。通过比较有裂纹及无裂纹的两点问电位,就可以确定裂纹的深度。但采用这种技术能否成功,与电源和金属表面的电接触有密切关系。这种技术现也在断裂力学试验中用于评价裂纹的扩展。(www.daowen.com)
此外,还可以采用金属锤敲击结构的方法,通过声响频谱来判断结构的缺陷或水下构件的丢失;可用电化学电极电位的测量,问接表示结构的腐蚀程度;水下管线的检查可用管道猪、检测猪随流体通过管线。另外,英国及挪威最近的研究表明,声发射能可靠地检测钢结构的腐蚀疲劳,在监测系统中不再设置接受探头,而是改用水声设备,但这种缺陷定位及信号接收灵敏度上可能有所降低。水下检查往往采用多种方法和技术同时进行,然后做出综合分析与评价,以便给出可靠的检测报告。
以欧洲北海油田为例,对海洋结构的典型年度检查包括:对钢管架及提升设备全面的外观检查,寻找结构的重要损伤破坏,甚至可能丢失的构件;对约20%的牺牲阳极,检查阴极保护系统的电位;选择结构的重要节点或可能发生损坏的节点进行仔细外观检查,然后决定是否对其中的一些焊缝进行无损检测。由于繁重的检查任务,英国每年花在水下工程结构检查的费用就高达6000万英镑[31]。
对于工作水深超过400m的海洋石油工程结构,其结构形式比浅水结构更复杂,设计安全系数更低,因而对结构的焊接及检查有更高的要求。另外,实际上潜水员安全工作的水深范围不超过300m,而且需要的辅助时问随潜水深度的增加而增加,潜水深度超过30~50m,潜水员就要呼吸He+O2混合气体,在水下130m呼吸He+O2混合气体1h,就必须减压20h才行。因而潜水成本很高,这就要求必须使用遥控机械手或机器人进行水下无损检测与评价工作。
图9-44是一种现已投入使用的水下无损检测设备。检测设备装在遥控小车上,利用柔性机械手臂进行水下清理、检查及探伤工作。整个过程由技术人员在水面遥控操作进行。
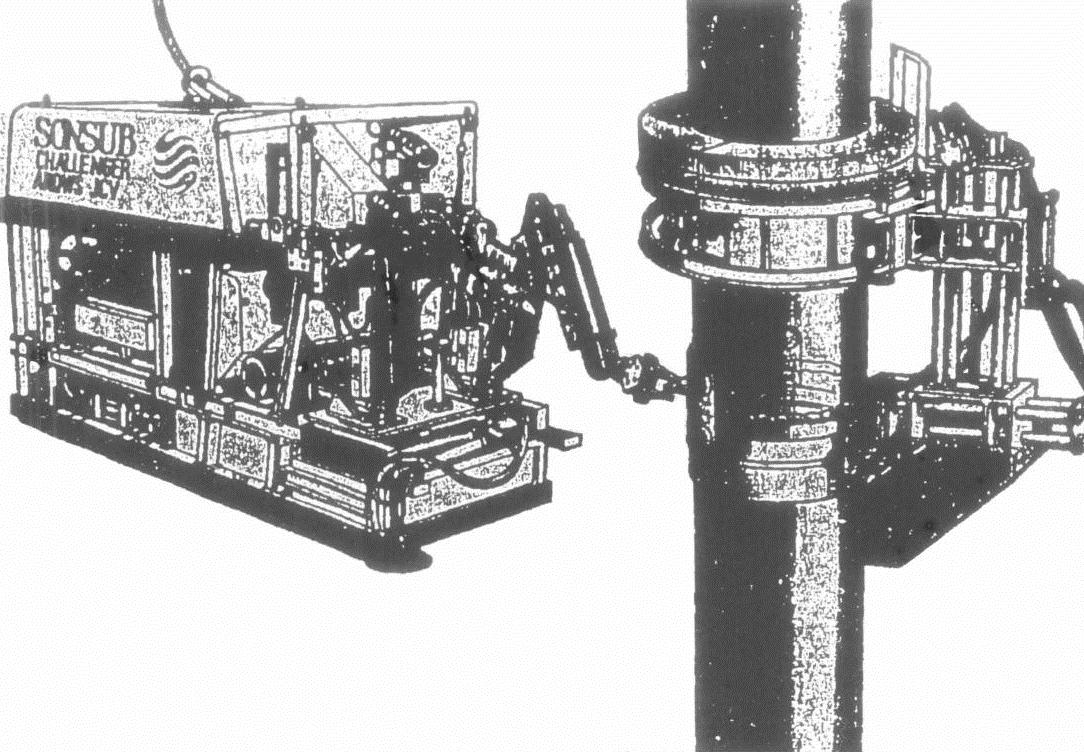
图9-44 水下无损检测设备[32]
磁粉检测最简单,机械手把磁轭放在焊接接头处,遥控小车上的微型泵把荧光磁粉喷撒在焊缝表面,并由摄像机观测表面裂纹的存在。
射线及超声波检测时,需要专门的辅助设备,在焊接管件上装设轨道小车,实现检测部位的准确定位。小车电动机对车轮传动比为500:1,遥控手臂上的蛤壳式夹钳为轨道小车装设轨道。
2.焊接接头性能测试
这类试验主要用于水下结构的研制阶段,以考核构件的承载能力;或进行水下结构焊接性试验时采用,以选择恰当的焊接工艺、焊接材料。对重要的海洋工程结构,要通过见证件试验,如结构强度试验或焊接工艺解剖试验等。另外,在潜水焊工考试时也要进行焊接接头的性能测试。
1)焊接接头的拉伸试验。在60m以内水深焊接时,焊缝化学成分的改变及焊缝中存在的气孔,通常不影响焊接接头的抗拉强度。甚至到水深100m,湿法水下焊接接头的抗拉强度也能达到母材的最低设计强度。通常认为湿法水下焊接接头的强度大约只能达到干法水下焊接接头强度的80%,是因为考虑到这种接头可能不是由合格的潜水焊工完成的。
2)全焊缝金属拉伸试验。D3.6—1993对B级焊接接头不要求做全焊缝金属拉伸试验。如果要做的话,在湿法水下焊接水深的限定范围内,湿法水下焊接接头的全焊缝金属抗拉强度与干法一样,只是湿法焊缝的伸长率降低8%~10%。
3)焊接接头弯曲试验。按D3.6—1993的规定。屈服点小于345MPa碳素钢或低合金钢,压头弯曲半径是弯曲试件厚度的2倍(2δ)。对于B级焊接接头试件,弯曲半径是6δ,这个要求对300m水深的焊接接头是够严格的。然而在水深小于10m时,焊接接头通常都能通过4δ的弯曲试验。不过对水深不同的焊接接头到底采用多大的弯曲半径进行试验最合适,目前仍缺乏足够的数据积累。
4)端面宏观侵蚀检查。干法及湿法水下焊接接头都应通过这种低倍检查,一般放大5倍观察。湿法水下焊接时存在的气孔和夹杂,不能超过焊缝横断面面积的5%,但一般湿法水下焊接都能达到这一要求。
5)硬度试验。AWS D3.6—1993规定A级焊接接头要做硬度试验,98N载荷下的维氏硬度要求不超过325HV。但B级焊接接头不要求做硬度试验。由于B级焊接接头热影响区的最高硬度常常超过A级焊接接头的允许值,为了降低焊接热影响区的硬度,可采用多层焊道回火技术。
6)冲击试验。AWS D3.6—1993要求A级焊接接头要做夏比冲击试验,并要求最低设计服役温度的冲击吸收能量平均值不低于20J,且最低值不低于14J。最近的研究工作表明,就是湿法水下焊接接头的缺口韧性也能大大超过AWS D3.6—1993对A级焊接接头的韧性要求。
7)断裂力学评价。目前这方面的工作还很少。对CTOD断裂韧度的测试结果表明,高压干法水下修理焊缝的断裂韧度与原始结构陆上制造焊接接头的断裂韧度相当。对陆上、高压干法及湿法三类焊接接头进行疲劳裂纹扩展速率的对比试验,结果表明,湿法水下焊接接头的疲劳裂纹扩展速率与陆上及高压干法水下焊接接头相似。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




