水下局部排水半自动CO2焊接法,简称LD-CO2焊接法,是我国1977年研制成的一种新的水下焊接方法。这种水下焊接方法的特点是:
1)可见性好。在焊接过程中,潜水焊工可直接从气室内看到电弧和熔池。
2)焊缝金属含氢量低。焊缝金属中扩散氢含量一般在2~4mL/100g,与陆上低氢型焊条焊缝相近。
3)淬硬倾向小。焊接低碳钢焊接接头最高硬度不超过300HV,16Mn、SM53B等低合金高强度钢焊接接头的最高硬度不超过350HV。
4)焊接接头质量好。只要焊接操作不失误,就可获得无气孔、夹渣、裂纹等缺陷,成形美观的焊缝,力学性能接近母材,达到了美国API1104规程的有关要求。
5)方便灵活,适应性强。焊枪结构简单,轻巧实用,可配合轻潜和重潜装具进行水下焊接施工,可全位置焊接对接、搭接焊缝。
6)焊接效率高。采用φ1.0mm焊丝,熔敷效率可达5kg/h,可连续施焊,大幅度降低了辅助时问。
综上所述,LD-CO2焊接法是一种优质高效、低成本的水下焊接方法。其配套设备——NBS-500型水下半自动焊机已定型生产。自1979年以来,已多次用于水下焊接施工。
1.基本原理
LD-CO2焊接法是一种可移动气室式局部干法水下焊接。该法的原理是用一个特制的小型排水罩(亦称可移动气室),其上端与潜水面罩(或头盔)相连接并水密,下端带有弹性泡沫塑料垫。半自动焊枪从侧面插入罩内,焊枪的手把与罩体水密、铰接。焊接时将排水罩压在坡口上,向罩内通入CO2气体。由于气室上端被潜水面罩密封住,CO2气迫使罩内的水向下移动,从泡沫塑料垫与焊件的接触面处排出罩外,直至罩内全部充满CO2气体,形成一个CO2气室。这时引弧焊接,电弧便在CO2气体介质中燃烧,从而实现了局部干法水下焊接。LD-CO2焊接原理如图9-32所示。
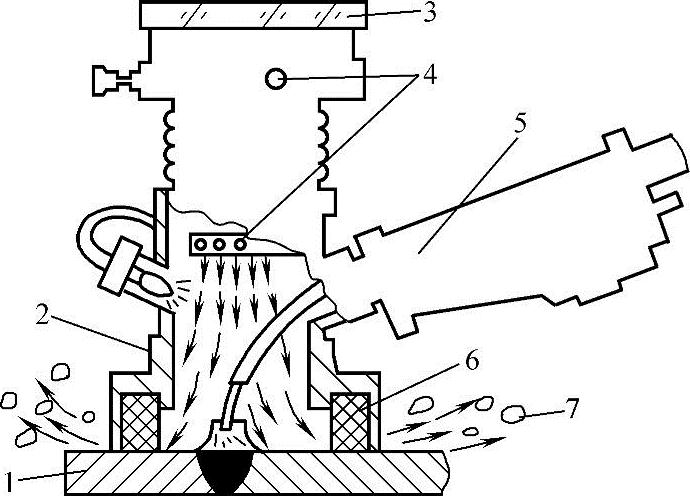
图9-32 LD-CO2焊接原理示意图[2]
1—工件 2—罩体 3—连接法兰 4—CO2进气孔 5—半自动焊枪 6—弹性泡沫垫 7—气泡
焊接时,半自动焊枪和送丝箱都随潜水员带进水中。其余设备都放在作业船(或工作平台)上,由水面的辅助人员操作。
2.焊接设备及材料
(1)焊接设备 LD-CO2焊接法配套设备是NBS-500型水下半自动焊机,该焊机由ZDS-500型晶闸管弧焊整流器、SX-Ⅲ型水下送丝箱、SQ-Ⅲ型水下半自动焊枪、供气系统及组合电缆五部分组成。图9-33为该焊机示意图。
1)ZDS—500型晶闸管弧焊整流器。该整流器输入电压380V,频率50Hz,三相三线供电(无地线),适应船上供电特点。额定电流500A,最大电流达600A,具有平、陡两种静外特性。除用于LD-CO2焊接法外,还可用于湿法焊条电弧焊和水下电-氧切割。
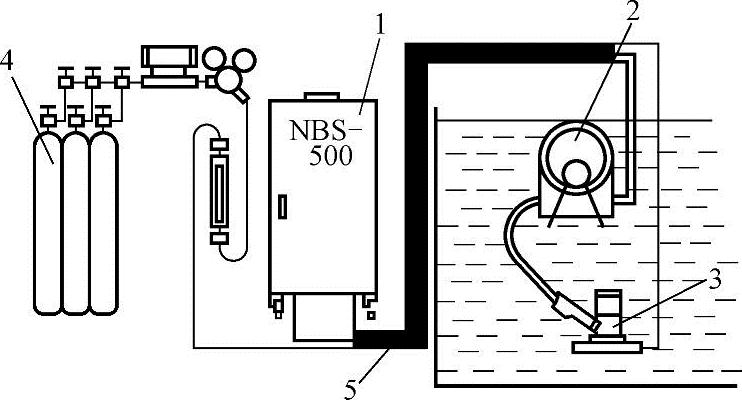
图9-33 LD-CO2焊接设备示意图[2]
1—焊接电源 2—水下送丝箱 3—水下半自动焊枪 4—供气系统 5—组合电缆
2)SX—Ⅲ型水下送丝箱。水下送丝箱由密封箱体和送丝机构组成,如图9-34所示。箱体可承受内压0.5MPa,进口电缆均采用可拆卸接头,拆卸方便。送丝机构是两对双主动式送丝机构。可送焊丝直径0.8~1.2mm,最大送丝速度为600m/h,每次可装焊丝2kg。送丝箱体积仅21L左右,空气中重量约25kg,水中重量约5kg。前后两个箱盖,类似高压锅盖,装卸方便,便于拆卸焊丝盘。
3)SQ—Ⅲ型水下半自动焊枪。SQ—Ⅲ型水下半自动焊枪是NBS-500型水下半自动焊机关键组成部分,LD-CO2焊接法的特点,主要是通过该焊枪体现的。该焊枪结构如图9-35所示。焊枪有效排水面直径为80~100mm,焊枪上下调节范围为25mm,枪体最大直径为130mm,高280mm,在空气中重量2.5kg。可焊接厚度为3~20mm的钢板或钢管(直径不小于300mm)。
焊枪与送丝箱问由送丝软管连接。软管内的弹簧管用不锈钢丝制作,防止生锈。导电电缆截面不小于50mm2。为水下操作方便,软管不宜太长。一般在1.5~2m为宜。
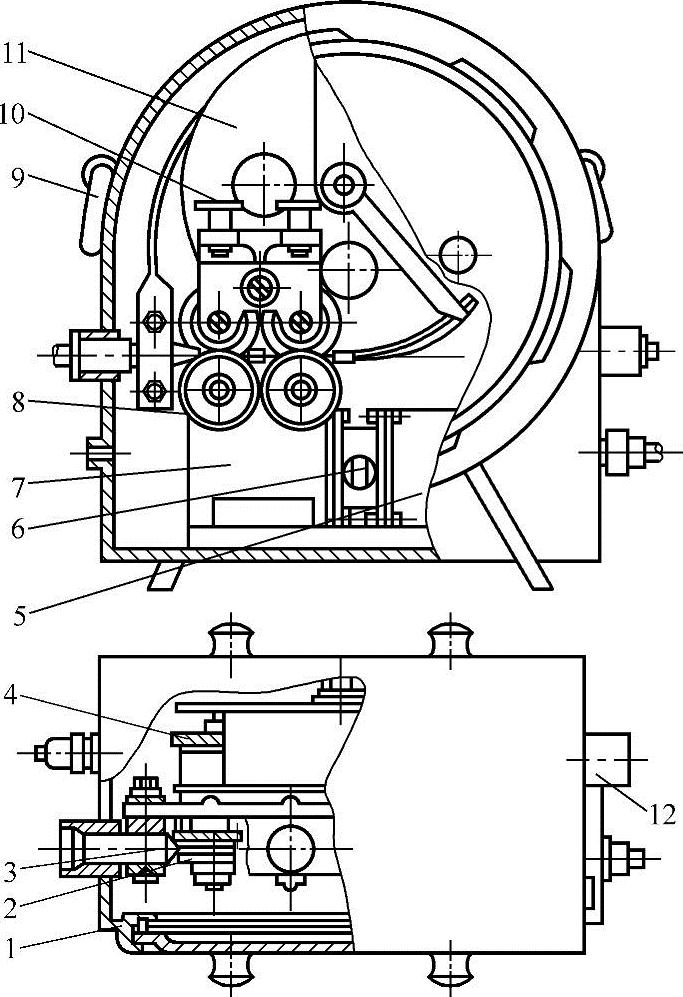
图9-34 SX—Ⅲ型水下送丝箱简图[2]
1—箱体 2—送丝轮 3—导位管 4—变速齿轮 5—电动机 6—联轴器 7—变速器 8—送丝齿轮 9—手把 10—压紧螺母 11—焊丝盘 12—电缆接头
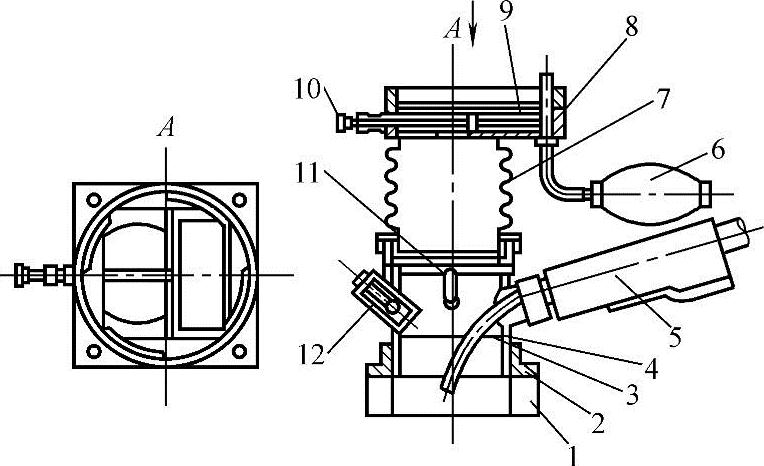
图9-35 SQ—Ⅲ型水下半自动焊枪结构示意图[2]
1—密封垫 2—密封垫法兰 3—锁紧螺母 4—罩体 5—手把 6—橡胶单向泵 7—波纹管 8—连接法兰 9—护目玻璃 10—拉杆 11—进气环 12—照明灯
水下半自动焊用的导电嘴与陆上CO2保护焊用的导电嘴不同。水下焊接用导电嘴在中段侧面钻有对称的两个孔(直径为1~1.5mm)。这是因为水下焊接时,为防止水从导电嘴通过送丝软管进入送丝箱,要向送丝箱内充入一定压力的气体。使气体沿送丝管流向导电嘴,阻止水进入。然而,如果导电嘴没有侧孔,这个气流就直接吹向熔池,甚至把熔池金属吹跑,造成成形不良。有了侧孔,大部分气体从侧孔逸出,从导电嘴端孔中出来的气体流量就很小了,不至于影响焊缝成形。
4)供气系统。LD-CO2焊接法用CO2作保护气体和排水气体,用气量较大,需多瓶供气,一般至少用3只CO2气瓶并联使用。工作时,打开两只瓶供气,一只备用。加热器功率也必须大些,一般不少于1kW。图9-36为供气系统示意图。
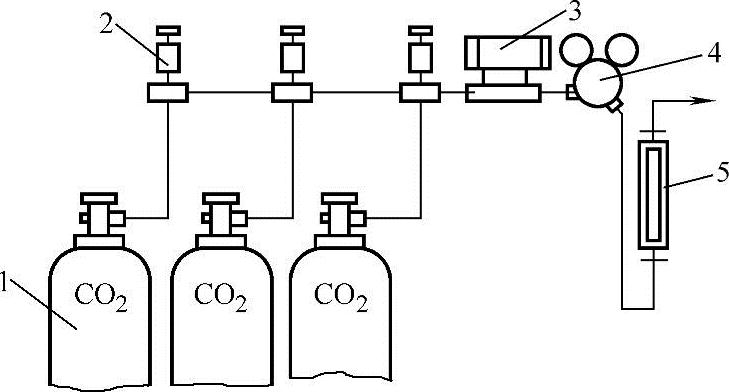
图9-36 LD-CO2焊接供气系统示意图[2](https://www.daowen.com)
1—气瓶 2—配气阀 3—加热器 4—减压阀 5—流量计
5)组合电缆。LD-CO2焊接用组合电缆由主回路焊接电缆、七芯控制电缆,供气气管及增强尼龙绳组合而成。用于30m水深焊接的电缆长度不小于50m,导电截面不小于70mm2。用于60m水深焊接的,其长度不小于90m,导电截面积不小于90mm2。气管通径不小于10mm,耐内压不小于0.8MPa。
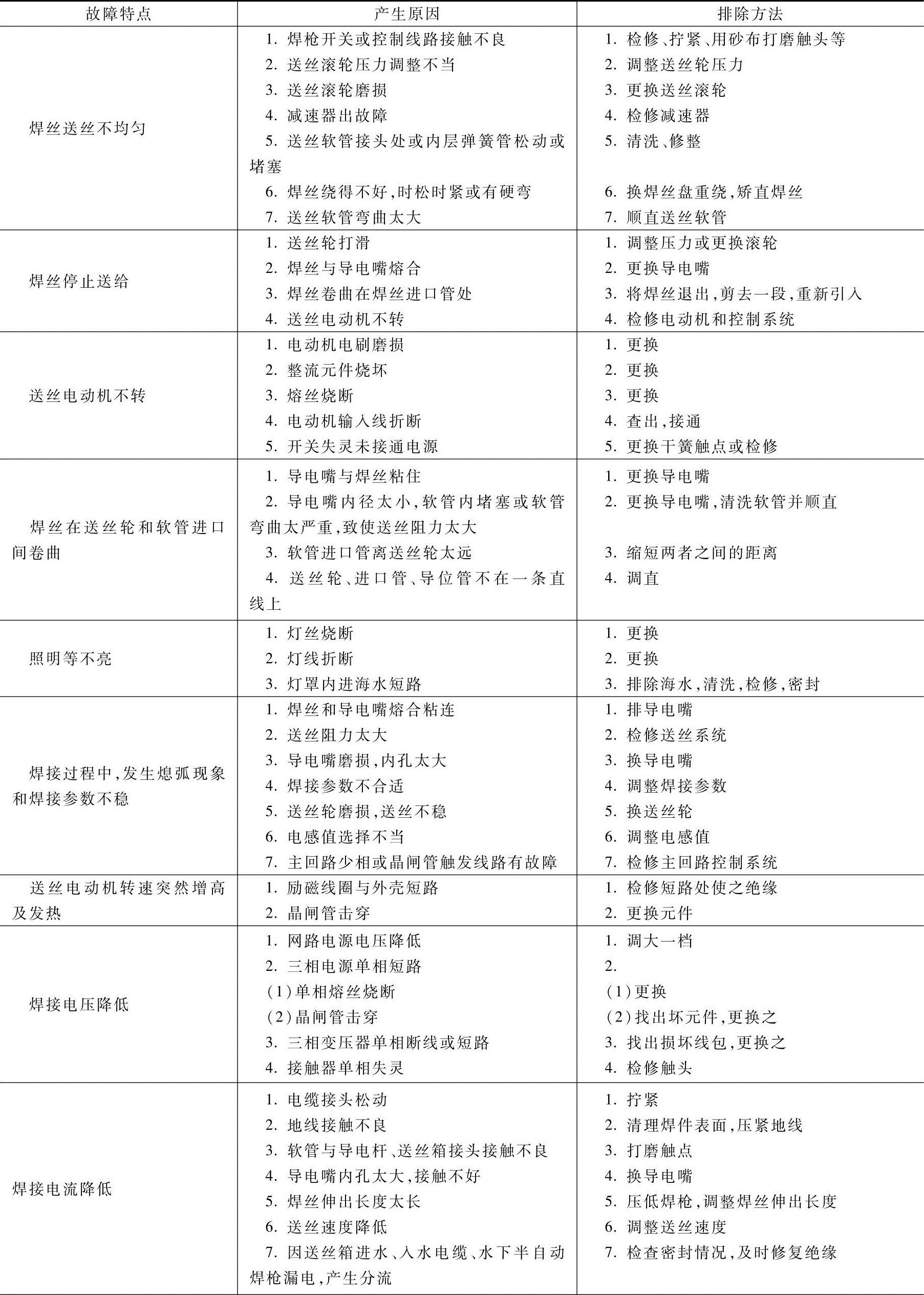
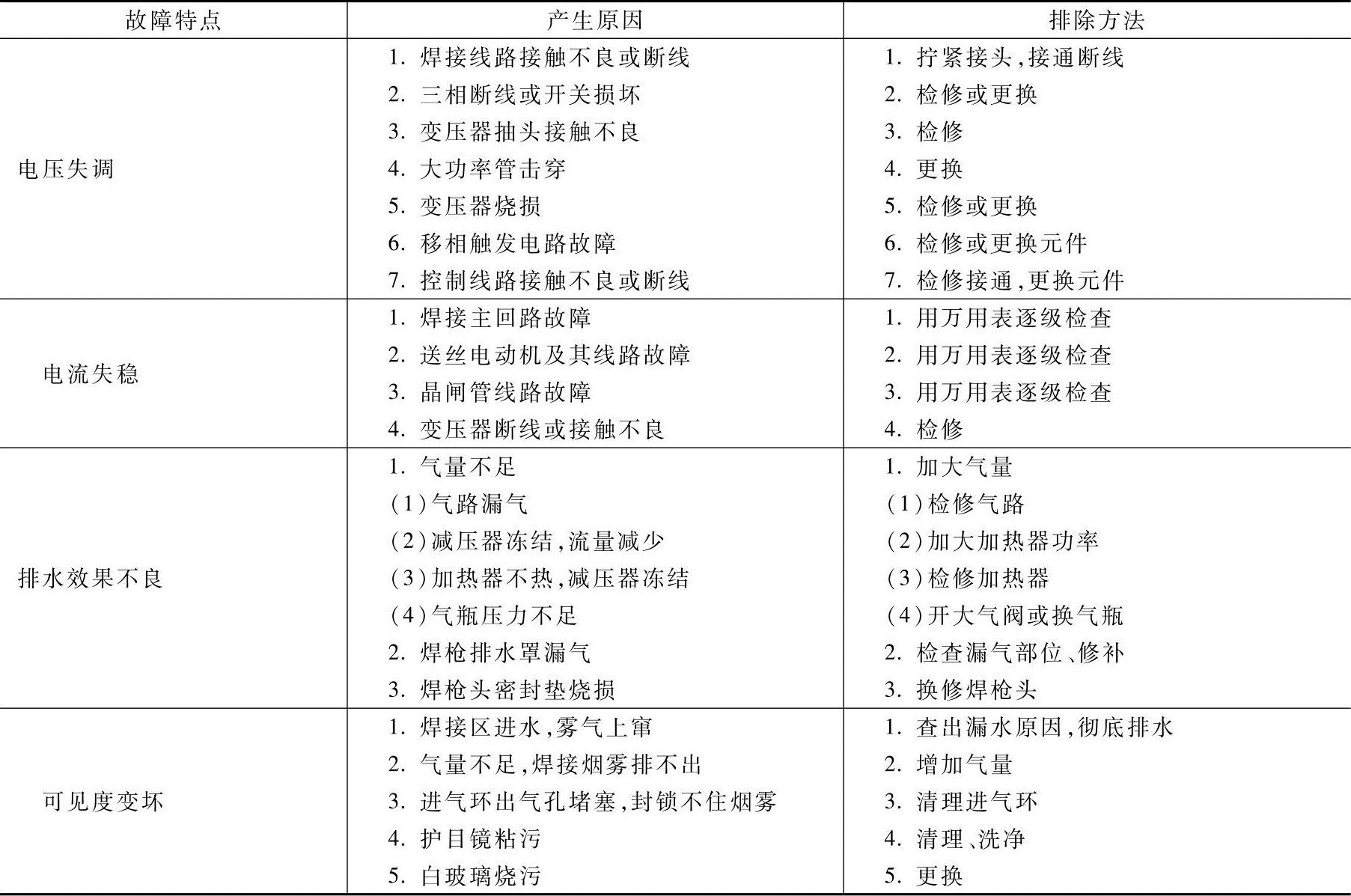
6)设备保养及排除故障。水下焊接设备工作环境较恶劣,对设备能正确使用,经常保养和维修,以及在运行过程中及时排除故障才能延长设备使用寿命,提高作业质量,提高工作效率。表9-7列出了设备常见故障及排除方法,供参考。
(2)焊接材料
1)母材。LD-CO2焊接法适于焊接低碳钢及抗拉强度为500MPa的低碳钢。
2)焊接材料。LD-CO2焊接使用CO2作排水气体和保护气体。其成分应满足下列要求:
φ(CO2)≥99%,φ(O2)≤0.1%,H2O<1~2g/m3
LD-CO2焊接使用H08Mn2SiA表面镀铜焊丝。其规格为φ0.8~φ1.2mm。化学成分应符合标准规定。
3.焊接工艺及操作技术
(1)焊接参数的选择
1)焊丝直径。一般选用直径1mm的焊丝,采用短路过渡的焊接参数进行焊接。板厚大于6mm且工件水平放置时,可选用直径为1.2mm的焊丝,采用短路和滴状混合过渡的焊接参数进行焊接。
表9-7 设备常见故障及排除方法[2]
(续)
2)焊接电流及电弧电压。焊接过程中,要求电弧电压与焊接电流有良好的配合。使用直径为1mm的焊丝时,焊接电流常用的范围为90~180A,此时,电弧电压在19~23V之问调节。焊丝直径为1.2mm时,上述参数范围分别为110~200A及20~24V。
电弧电压的选择,除焊接电流、焊丝直径外,还应考虑到水深压力的影响。
3)焊丝速度。一般可在100~300mm/min之问选用。
4)焊丝伸出长度。经验表明,焊丝伸出长度为焊丝直径的10倍较合适。打底焊道焊接时,焊丝伸出长度宜长些,以后的填充焊道,则可适当缩短。
5)电感值。焊接时,可根据飞溅颗粒的大小、焊接电缆的长度及电缆盘绕的情况加以调整。
6)气体流量。主要根据工作的水深压力及实际的排水效果加以确定、调整。可参考表9-8所列的经验值。表中Δ为坡口问隙,S为气体逸出截面积。
表9-8 LD-CO2焊接法CO2气体流量经验值[2]
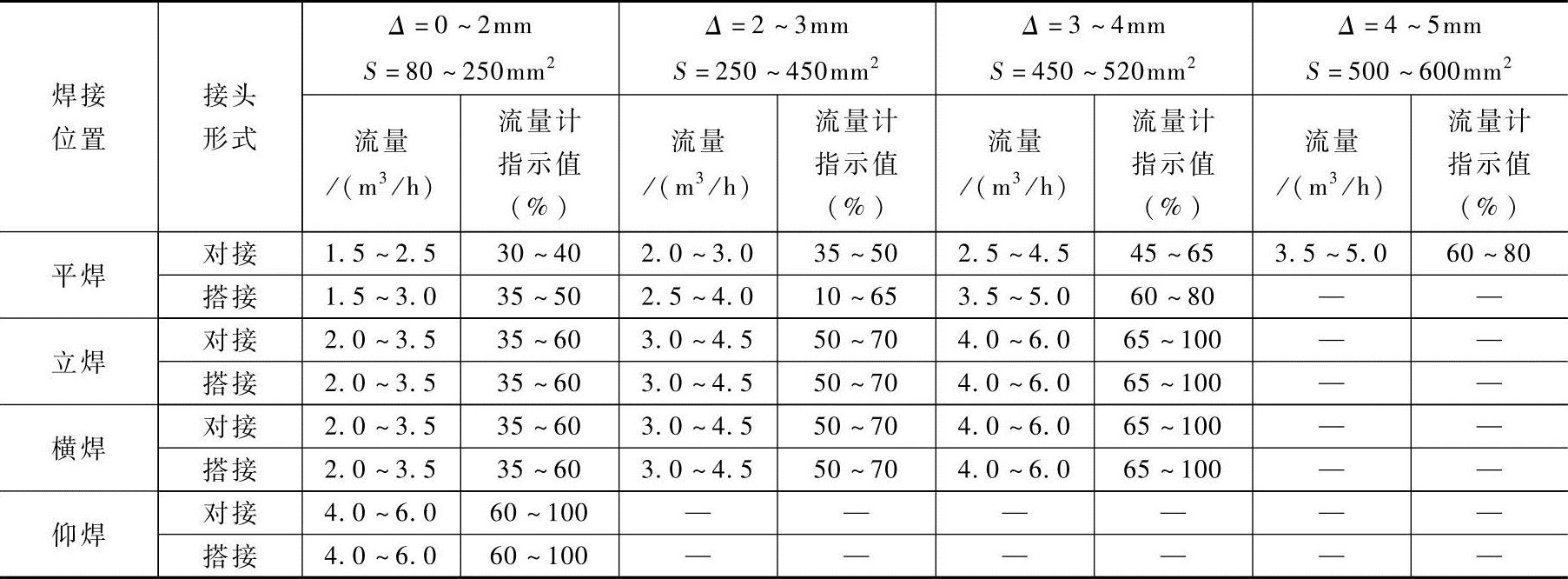
注:LZB—15型气体流量计,最大流量为6m3/h时标记为100%。
(2)操作技术 由于水下环境和SQ—Ⅲ型焊枪的特殊性,LD-CO2焊接操作也有其特殊性,这里仅介绍几项基本操作技术。
1)排除枪体内的水。首先将焊枪与潜水头盔连接起来,将枪体上口封住。然后将密封垫贴在被焊工件的坡口处,打开气阀将枪体内和坡口内的水排除,调节气体流量,直至坡口底层问隙处没有水晃动为止。
2)调节焊丝伸出长度。旋转密封垫法兰,则枪体便上下移动,导电嘴亦随着上下移动。调好导电嘴端部到坡口底部的距离以期获得合适的焊丝伸出长度。
3)引弧。将导电嘴指向引弧位置,拉出护目玻璃,按下手把上的开关即可引弧。
4)焊接。该方法在水下进行焊接时,焊枪密封垫必须贴在焊件上,引弧后往前移动时必须克服密封垫与焊件问的摩擦力。为了平稳移动,右手握住焊枪手把,左手扶住密封垫法兰,左右摆动焊枪往前拖动,同时左手给焊枪一定推力,则焊枪就可平稳地往前移动了,焊接过程亦可稳定进行。
5)熄弧。熄弧时应注意火口的缓冷。断弧后不要将焊枪从工件上移开,而要继续保持火口区无水,直至焊缝和火口全部由红变黑后,再将焊枪移开。避免焊缝被淬硬。
有关不同位置,不同焊接接头形式的操作技术可参看文献[2]。为确保水下焊接质量,在水下焊接施工前应遵守交通部行业标准《水下局部排水二氧化碳保护半自动焊作业规程》(JT/T 371—1997)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





