1.焊前预热
在水下工作室或焊接舱内焊接时,底面的水使舱室内的环境气体湿度增大。为了避免焊条受潮,烘干的焊条应放在密封的容器内。在焊接高强度钢时,要注意选择合适的预热及层问温度。像陆上焊接一样,预热及层问温度的确定与母材的化学成分、结构板厚及焊缝含氢量等因素有关。
水下焊接时采用的预热保温方法和设备与陆上焊接时相同。在用电热毯加热时,其上盖有保温材料层,焊工可用便携式测温计检查焊接区的温度,施工检查人员可借助监视器通过布置的热电偶数宇温度计监视焊接接头的温度。另外,在施工过程中还要加强通风,排除焊接烟雾并降低潮气。
2.钨极的磨损
在高压惰性气体环境下进行焊接时,钨极的冲蚀磨损是影响焊接工艺性能的重要因素。通常陆上焊接时钨极的磨损率是很小的,但在水下高压气体环境焊接时,钨极尖端的磨损加快,并使电弧稳定性恶化,焊接质量变差。
焊接电流大于100A时,磨损量随焊接电流及环境压力的增加而增加,特别是在压力大于3.1MPa时,磨损量的增加尤为显著。另外,在He弧中钨极的磨损大大高于Ar弧,所以在采用He+Ar混合气体进行高压干法焊接时,钨极的磨损要比在纯Ar中大很多。其原因与环境高压引起电弧收缩有关,同时高压使钨极尖端的局部能量密度与温度增加,使钨极材料更易于熔化、滴状分离及蒸发而加剧磨损。
电极材料及电极尖端锥角也对电极磨损有影响。研究表明[21],35°可能是Th-W电极最适合的电极锥角,用La代替电极中的Th也可能降低电极的磨损,改善电弧稳定性。
3.保护气体与呼吸气体
水深50m以内,潜水员可在压缩空气中工作。超过这个深度范围,空气中的N2,会成为潜水员的麻醉剂,抑制潜水员的身体功能。采用He+O2混合气体,潜水员的工作深度可达到水下500m。
潜水医学研究表明,水下焊接高压舱内的Ar气分压不得超过0.4MPa,否则也会使潜水焊工发生Ar麻醉。因此在GTAW焊接时大都采用He或He+Ar混合气体。(https://www.daowen.com)
通常在水下工作室或压力舱中把舱用气体或呼吸气体与焊接电弧的保护气体分开。通常呼吸气体为He+O2二元混合气体或He+O2+N2三元混合气体,药芯焊丝及实心焊丝气体保护焊用保护气体为CO2或He+CO2混合气体,GTAW焊接的保护气体通常为He、Ar或He+Ar混合气体。对于压力舱不载人GTAW焊接时,舱用气体或保护气体可都用Ar。
4.焊接参数
高压干法水下焊接时,焊接电流与电弧电压等参数的配合与陆上焊接有所不同。由于焊接环境压力增加,要维持恒定的焊接操作弧长,电弧电压将提高。在熔透焊接时要使焊接热输入一定,必然要相应减小焊接电流。在对3.2mm厚的低碳钢板开I形坡口对接焊时,图9-29给出了GTAW焊接时环境压力对最佳焊接电流的影响。焊接速度3.33mm/s,弧长1~1.5mm。结果表明,随着压力的增加,焊接电流需相应减小,在He弧中这一关系尤为明显。
采用钨极氩弧焊进行水下干法管线接头打底焊道的焊接试验,管线直径700mm,壁厚18mm。试验过程中的焊接热输入用焊接电流除以焊接速度I/v([A/(mm/s)]作为评价参数,结果如图9-30所示[22]。
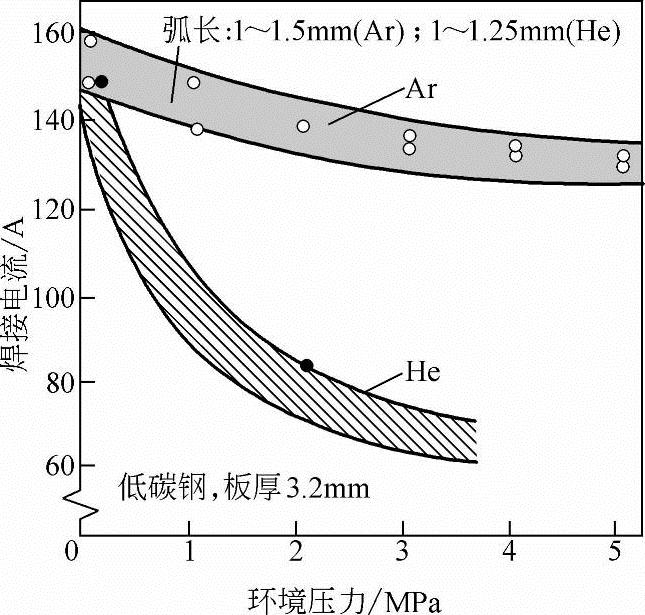
图9-29 GTAW焊接时环境压力对最佳焊接电流的影响[3]
因此在环境压力增高的情况下,为了避免焊根缺陷,焊接热输入必须相应减小。研究还发现,在根部问隙超过2mm时,自动焊机的焊枪应以3~3.5mm/s的速度作横向摆动,并在坡口侧面停留0.5s,以利于根部打底焊道的焊缝成形。
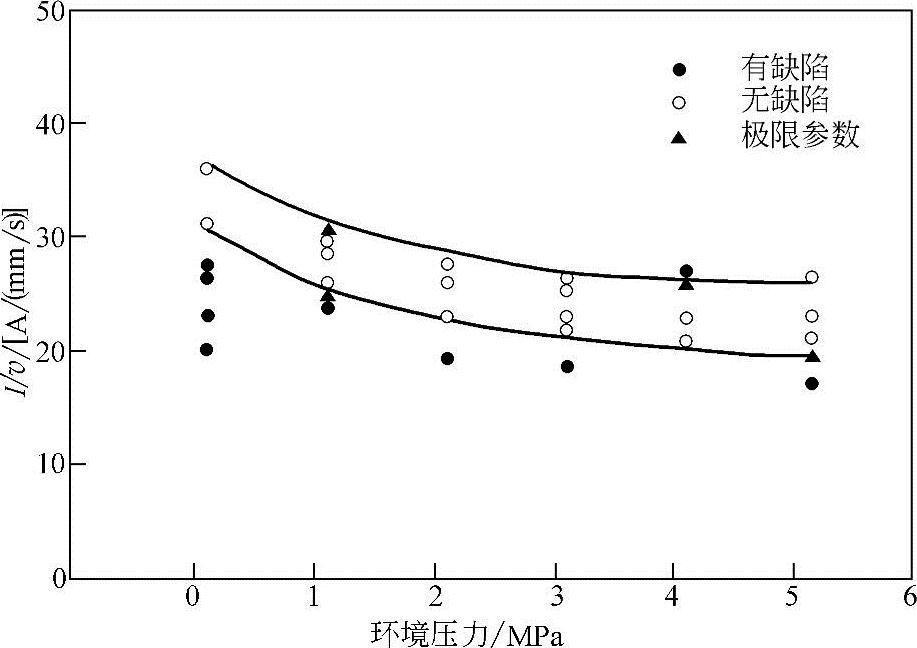
图9-30 根部间隙5mm立向下焊时,焊接参数I/ 与环境压力的关系[19]
与环境压力的关系[19]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






