高压干法水下焊接最常采用的方法是焊条电弧焊(SMAW),同时钨极惰性气体保护焊(GTAW)及药芯焊丝电弧焊(FCAW)也有广泛应用。在环境压力高的条件下,由于GTAW的电弧稳定性好,热源与填丝分离,操作方便,常用于焊接打底焊缝。其他焊接方法因熔敷率高,常用于坡口填充焊接。此外,还有等离子弧焊和激光焊等正处于发展阶段。各种焊接方法适用的水深范围如图9-26所示。
1.焊条电弧焊
这种焊接方法虽然生产率低,但方便灵活、使用设备简单、运行成本低,因此目前在水下结构的焊接施工中应用最广。焊条电弧焊的电弧稳定性主要取决于焊条药皮。各种类型药皮焊条的对比试验发现,金红石焊条的焊缝气孔较大,飞溅也较大,纤维素型焊条的焊缝成形不均匀,碱性焊条最好。虽然有些碱性焊条也容易产生气孔,但受环境压力变化的影响小。目前市场上销售的焊条一般可用在水深90m,采用专门配方制作的高压干法水下焊条一般可用到水深300m以内。只要焊条选择正确,焊接工艺得当,就能得到优质的焊接接头。表9-5为我国生产的高压干法水下专用焊条熔敷金属化学成分及接头力学性能[14],焊接参数见表9-6。
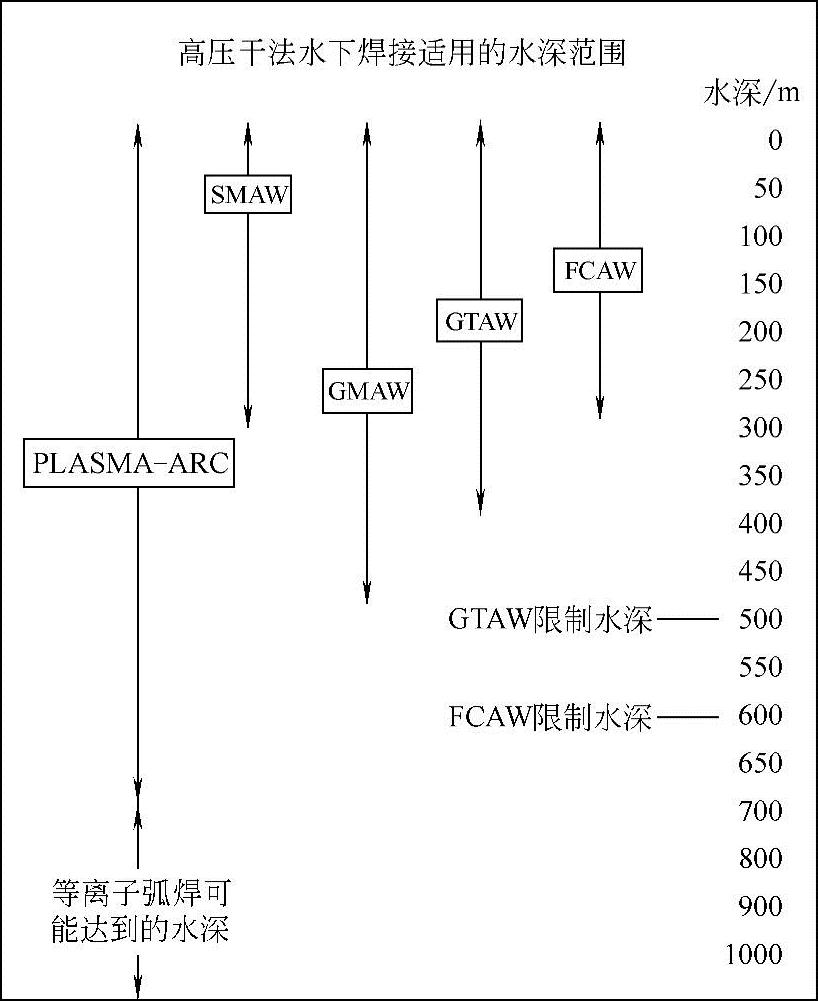
图9-26 各种高压干法水下焊接适用的水深范围[3]
如果环境压力超过1MPa,采用正极性焊接,飞溅会小些。另外,该焊条端部钻有φ1.8~φ2.0mm、深3~5mm的孔,孔内填有引弧剂,提高了高压环境下一次引弧的成功率。
高压干法水下焊条电弧焊操作技术与陆上焊条电弧焊操作技术相似,只是安全技术方面比陆地焊接要求严格些。
2.惰性气体保护电弧焊(GTAW)
在高压环境下,电弧稳定性和熔池金属流动性变差,如果用焊条电弧焊焊接打底焊道,因坡口底层问隙较小,难以保证质量。一般均采用GTAW打底,然后再用焊条电弧焊填充坡口。
在浅水(45m以内)条件下进行干法GTAW,一般采用Ar作为保护气体,采用普通焊枪即可。但在深水作业时,按潜水医学要求,压力舱内气体应由空气换成He-O2混合气,以避免产生麻醉。如果在舱内进行Ar气保护GTAW,则要控制单位时问内流入焊接压力舱内的Ar。否则会使Ar分压超过0.4MPa,会产生Ar麻醉,影响焊接作业。为解决这一问题,人们采用He气进行GTAW。结果发现,在高压环境中He气保护进行GTAW引弧困难,电弧稳定性变差,钨极烧损严重。当压力达2MPa时几乎无法进行正常焊接。为了减缓焊接压力舱内Ar分压上升速度,最好采用双层气流保护GTAW,内层用Ar气,电弧在Ar气中燃烧,焊接过程不失Ar弧焊特点,外层用N2气或He气以适应环境需要。我国自行开发了旋流式双层气流保护GTAW焊枪,如图9-27所示。这种焊枪比普通双层气流焊枪气流保持性好,保护效果好,在2MPa气压下,内层Ar气流量等于或大于2.92m3/h。外层气(N2、CO2、He)流量等于或大于1.82m3/h时,就可得到良好效果[15]。与单一Ar气体保护相比,可减少50%的Ar气用量。也就是说,可使高压舱内Ar分压的上升速度降低50%左右。
表9-5 200m水深焊条熔敷金属化学成分及力学性能[14]

表9-6 GST-1型水下焊条电弧焊焊接参数[14]

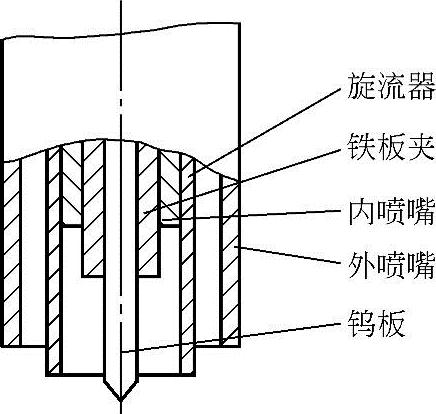
图9-27 漩流式双层气流保护GTAW焊枪示意图[15]
在2MPa压力下焊接时,钨极直径以3mm为宜,焊接电流150A。
目前开发的轨道焊接系统,可用于海底管线的自动TIG焊,焊接过程的监控在水面上进行,无须潜水员干预。(www.daowen.com)
水下高压轨道TIG焊系统已有以下几种:
1)英国Aberdeen Subsea OffshoreLtd的OTTO系统[16]。OTTO系统的核心部分是焊接接头和轨道,其他还有电气控制部分、供应室和监控室,整个系统采用光纤传导和计算机进行监控。经过陆上和水下模拟焊接的系列试验,制订了可行的焊接工艺,取得了较为满意的焊缝,并对各种缺陷的出现采取了相应的预防和解决措施。性能试验表明,135m水深的AP2试板上焊缝-10℃冲击吸收能量达到180J,断裂强度达到550MPa。
2)英法合作的Comex公司的THOR-1系统[17]。THOR-1系统由三部分组成:焊接头与轨道、水下舱、水面控制舱。该系统的焊接参数既能预先设定又能实时调整。系统的监测单元由两台监视器组成,能全面获得熔池和电弧的信息。陆上和水下各有一套计算机系统,分别进行焊接电气参数的控制和位置参数的控制。1989年该公司继续发展了水下管道焊前准备装置,并将其成功应用于水下220m深的焊接施工。新一代的THOR-1系统正在实时控制、焊接头和焊接轨道的安装、专家系统和焊接速度等方面取得进展。
3)Norsk Hydro和SINTEF的IMT系统[18]。IMT系统的设计目标是能从事1000m水深的焊接。它的施工全过程由计算机控制完成,通常由第一焊道、第二焊道、填充焊道和盖面焊道组成。1994年在334m水深中对管道焊接成功。
4)挪威Statoil公司的PRS系统[19]。PRS系统的设计目标是能从事1000m水深处的焊接,施工全过程由计算机控制完成;水面和水底之问的通信系统由水面PC和水底微处理器组成,在焊接头两侧安装有送丝装置和摄像头,可以上行焊接和下行焊接;预热、调整、退磁及保护气体输送等全部准备工作由水面焊接控制室遥控、在潜水员手工辅助下完成。在结合不同水深针对该系统各个模块进行广泛测试的基础上(最深达334m),1994年秋季,将该系统首次用于Troll近海项目中,共计焊接8处焊缝(总计焊缝长24m,其中包括2处总长200mm的严重缺陷),迄今为止已经成功完成20多次水下管道维修任务。
5)我国研制的水下焊接机器人[20]。北京石油化工学院研制的一套TIG焊接机器人已成功应用于水下高压干式焊接试验。该水下焊接机器人主要由焊接行走小车、钨极高度自动调节器、钨极横向自动调节器、钨极二维精细调准器、焊接摆动控制器、遥控盒、送丝机构、导轨、TIG焊接电源、TIG焊枪、水冷系统、气体保护系统、弧长控制器、角度检测器、场景监视系统、控制箱等部分组成。
2006年,由我国海洋石油工程股份有限公司主持承担的国家863计划“水下干式管道维修系统”重大专项课题已经完成了海上试验[36](图9-28),在60m水深下成功完成了管道干式TIG修补焊接,积累了实际工程应用经验。
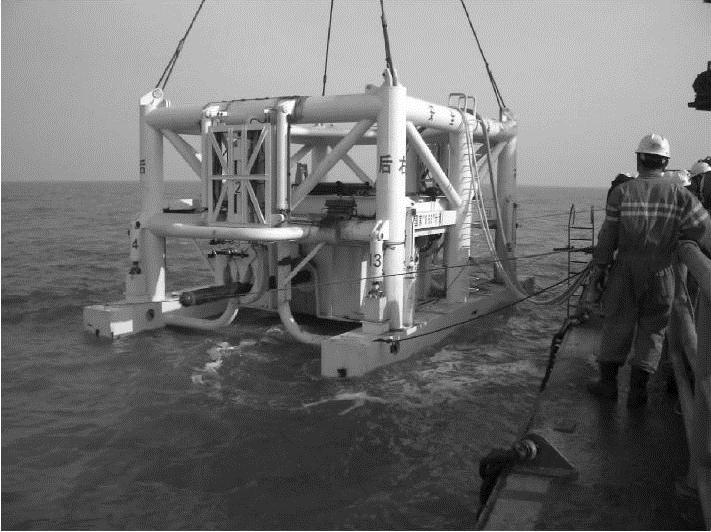
图9-28 水下干式管道维修系统海上试验[28]
3.熔化极气体保护电弧焊
水下熔化极气体保护电弧焊主要使用药芯焊丝。这种焊接方法熔敷效率较高;焊接操作过程中不需要更换焊条,减少了焊接辅助时问,适于手工操作。由于药芯中添加稳弧剂及能调整焊缝化学成分的物质,从而使焊缝成形和冶金质量易得到保证。因此可获得较高的焊接生产率和优秀的焊接质量。
自保护药芯焊丝也可用于干法水下焊接,但这种焊丝在环境压力增加时自保护效果下降,因此,用于较深焊接时,也需要CO2或混合气体进行保护。
目前市场上销售的药芯焊丝适用水深为60m以内,深于60m的场合需配制专用药芯焊丝。
试验发现,在高压条件下,如果焊接设备是闭环控制的,实心焊丝气体保护焊可适用于水深150~400m,采用细径焊丝(φ0.9mm)并加入He气保护效果好。最好采用He/CO2混合气体作保护气体。德国采用He/O215%(体积分数)N2作为保护气体,在600m水深成功地焊接了445.7TM控轧钢(相当于APIX65管线钢)。
4.等离子弧焊
水下等离子弧焊接一般采用转移弧方式,气体流量通常为2~10L/min。在5MPa压力下的焊接试验表明,由于等离子弧的强烈压缩,阳极斑点在焊接宽度5%~10%的范围内移动,而钨极惰性气体保护焊时,阳极斑点要在焊缝宽度50%的范围内移动。当环境水压增加到7MPa时,电弧稳定性没有明显改变,这与其他水下电弧焊明显不同。预示等离子弧焊可能适宜更深的水下焊接。到目前为止,尚未发现有关水下等离子弧焊实际应用的报道。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





