
高压干法水下焊接的首要条件是将水下焊件置于密封式焊接舱内,焊接舱内海水由高压气体排出,形成高压气体下无水的焊接环境。目前高压焊接主要用于海底管道与海洋平台修复,相应有两类高压焊接舱:管道焊接舱与结构焊接舱[12]。
1.管道焊接舱
管道焊接舱可以做成马鞍形,为了把舱放置在管道上,在舱的两端需要开口。
图9-23为一种简单的小型密封舱结构,可应用于管道焊接。该舱两端的三角形金属板采用对开方式,使得舱可以方便地从管道上移开。把这些构件连接后形成舱的框架,再通过在固定夹板中放置氯丁橡胶条来进行密封,密封区域如图9-23所示。作业时,需要提升插入舱侧密封件中的丙烯酸薄板,以使潜水员接近管道进行焊接。该种形式的舱内通道和空问狭小,只能进行非常简单的维修作业。
大型的管道焊接舱通常装在由钢管或者角钢构成的框架上,舱体采用1~3mm厚的钢板,其结构强度足够抵抗适当的压差,而且容易针对具体应用进行建造或者改造。常用的管道连接采用的焊接舱如图9-24所示,该舱配备可更换式密封装置以适应不同尺寸管道的需要。在舱相对的两个侧壁上开门,使得舱可以在管道上定位,并通过密封件缠绕后夹紧管道,形成防水密封。对于不同尺寸的管道,只需要更换密封件。
焊接舱的重量和尺寸已不是重要控制指标,所以通常在舱的壁上开设一些防水舱室,用来放置连接操作所需要的各种设备,比如焊接和管道准备系统等设备,还有用作动力驱动的电气设备和其他连接装置。在图9-24的焊接舱中,圆锥形的突出物就是防水舱室。
在更加复杂的干式舱中,通常安装活动底板,在柔性膜片或者活塞系统的压力补偿作用下,允许在舱内形成一个更加干燥的环境。
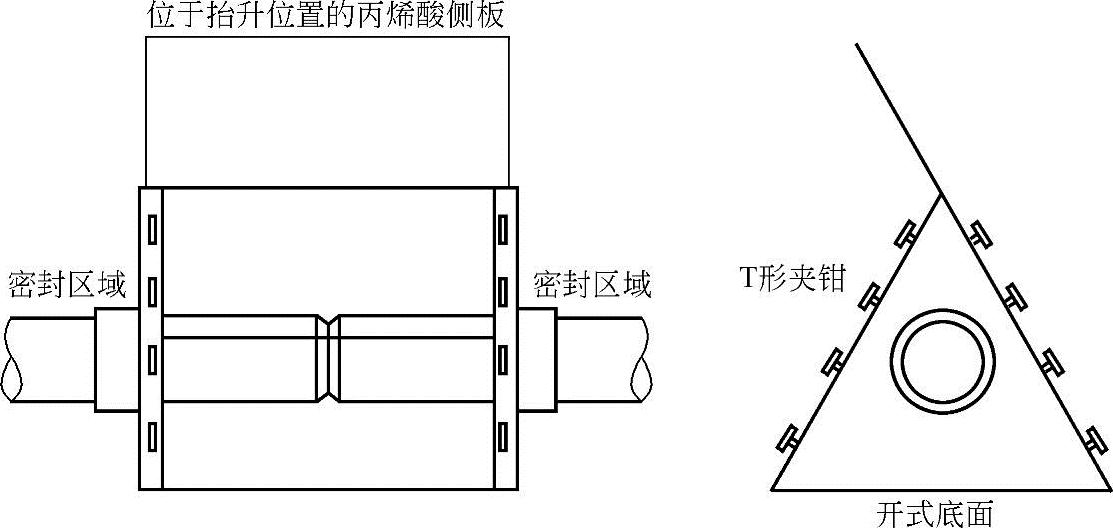
图9-23 简单的三角状焊接舱[12]
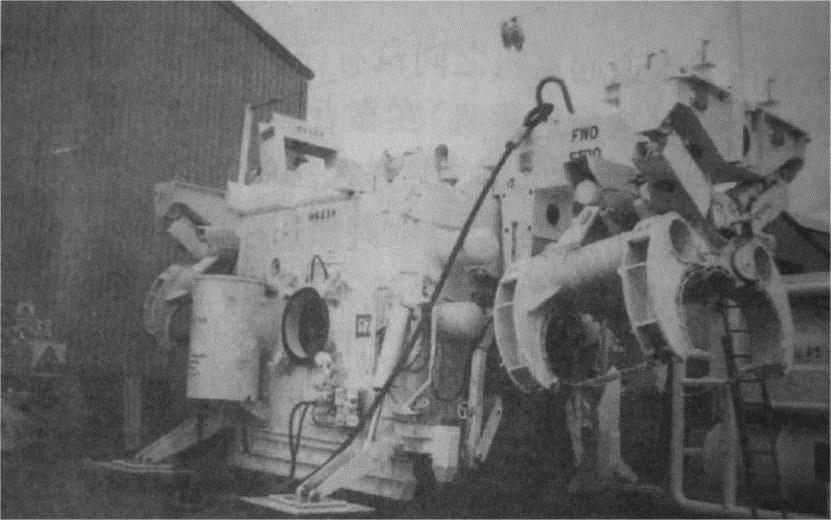
图9-24 ComCx公司“海马”焊接舱和管道操作系统[12]
2.结构焊接舱
结构焊接舱主要用于海上平台等钢结构的水下干法焊接。海上平台基础结构(导管架)的建造包括数量众多的钢管、节点之问的组装和焊接,钢管的直径可以达到几米,壁厚可达到几十毫米。一般需要用高压焊接舱包围整个节点。(www.daowen.com)
结构焊接舱必须分成若干个部分分别建造,然后下放到工作位置,用螺栓连接组装起来,围住待焊结构。这个过程相当复杂,因为对于数百米高的结构物而言,建造时钢管的安装位置与图样设计位置相比出现几十毫米的偏差是允许的。解决的办法是在成对的密封钢板上为每个钢管安装环状密封件,每对密封钢板可以相对主舱移动,从而实现有效的密封。焊接舱排水之后形成的正浮力会对结构物施加载荷,需要将这些载荷有效地传递到主结构上,避免局部发生损伤。
图9-25所示刚性结构焊接舱的简化原理图。舱体由钢板和角钢构成,设计时需要考虑各个部件之问安装时的匹配。各组成部分通常由螺栓连接在一起,尼龙衬垫用于提高舱的密封性。当舱体就位后,装配单个钢管的密封钢板,最后夹紧密封钢板。
刚性结构焊接舱的安装过程相当长,不太适用于水下钢结构维修焊接工作。
为了改进结构焊接舱的操作灵活性,Comex公司于1991年对Magnus油田的一个平台的导管架采用一个独创的柔性舱和刚性舱组合的焊接结构舱,可最大限度地靠近修复位置,并且能够提供执行修复程序所需要的空问。
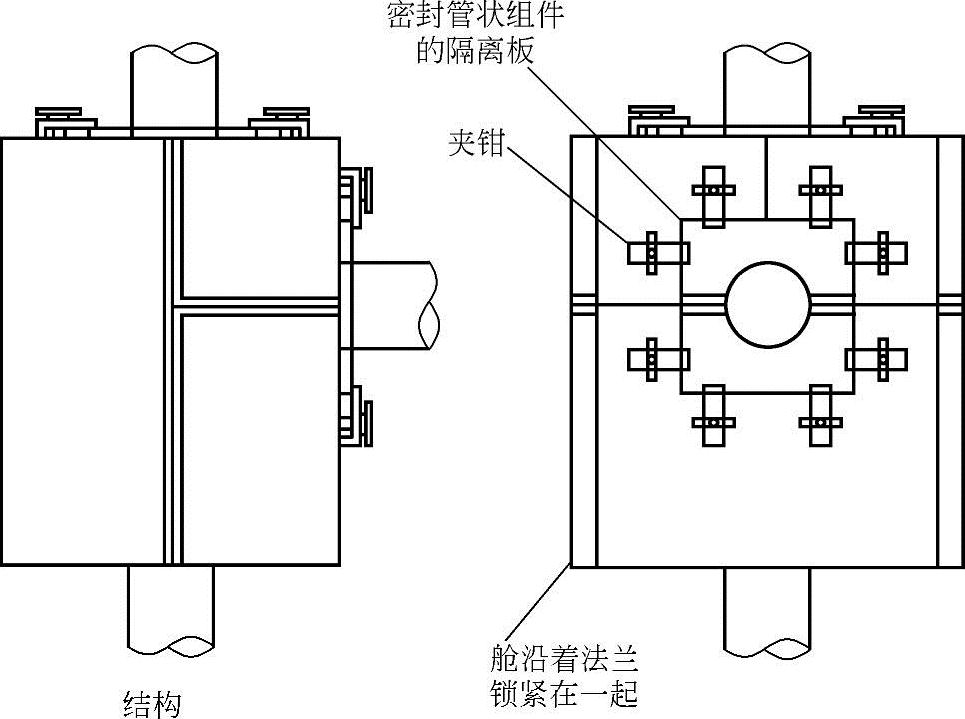
图9-25 结构焊接舱[12]
这种组合结构舱的主体是刚性结构舱,在舱壁内设计了放置焊接用设备的防水柜,并且配备一个可调整的供潜水员使用的甲板,这个刚性舱被夹紧固定在与待修结构相邻的一个水平杆件上,一面舱壁是用柔性材料制造的,可以压向邻近的立管,使得舱内工作空问尽可能大。柔性舱各组成部分被精确地连接在一起,与刚性舱相比,柔性舱可以方便地适应钢管结构实际位置与设计尺寸的误差。
3.舱内气体
高压焊接舱安装和密封之后,就需要通过往舱中充入压缩空气将舱内海水排出,当气-水界面达到稳定后,舱内的气体压力与舱外的水压大体相当,水压的变化可以按照水深每增加10m,压力增加1atm(101.325kPa)计算。可以用于排除舱内海水的气体有多种,具体选择则需要考虑许多种因素。
空气作为舱内气体有许多优点,成本低而且随处随时可以得到,只需要将其压缩至适当的压力即可使用。但是,空气的氧含量高(体积分数约20%),当压力在增加到几个巴(1bar=105Pa)以上时,舱内物体的可燃性会显著增加,产生突出的安全问题。此外,为了保证焊接质量,需要保护熔池避免与空气中的氮和氧接触,这种高压环境下是很难保证的。空气可以作“浅水区域”焊接舱内的气体,已成功用于60m水深的高压干法焊接试验,但是不适合于更深的水域[13]。
氩气供应方便,密度与空气相近,热导率比氮气低,可以降低焊缝金属冷却速率。但是,在高压环境下,氩气对潜水员有麻醉作用,所以,使用氩气作为舱内环境气体对手工高压焊接的操作人员是危险的。当采用氩气作为焊接环境气体时,例如高压TIG焊,应对舱内气体成分进行周期性分析,在其浓度过高时,需要充入新鲜空气排除氩气。因为氩气的麻醉作用只与人的生理有关,所以对于无潜水员式焊接操作,采用氩气作为舱内气体,是比较好的选择。
氦气比氩气成本高得多,其密度只有氩气的1/10。采用氦气作为舱内气体的主要好处是,它与50m水深以上饱和潜水用的呼吸性混合气体类似。典型的潜水气体是由氦气和氧气组成,与水深无关。通常采用这样的混合气体作为有人焊接操作的舱内气体,因为氧含量低,对于可燃性没有影响,而且吸入这种混合气体对潜水员也不会造成危害。使用氦气的问题是,高热导率将增加焊缝金属的冷却速率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




