
目前,世界各国正在应用和研究的水下焊接与切割技术种类繁多。可以说,陆上生产应用的焊接方法,几乎均在水下尝试过,这些方法可主要按其水下焊接环境分为四大类:湿法水下焊接、干法水下焊接、局部干法水下焊接以及特种水下焊接,如图9-2所示。由图可见前三类水下焊接方法几乎覆盖了各种电弧焊方法,而特种水下焊接方法是从陆上非电弧焊类方法发展出来的新型水下焊接方法。鉴于特种水下焊接方法还很少推广应用,本章仅介绍前三类水下电弧焊方法。
1.湿法水下焊接的特点
湿法水下焊接是在焊接区与水之问无机械屏障的条件下进行的,焊接区既受到环境水压的影响,还受到周围水的强烈冷却作用。该类方法操作方便、灵活,设备简单,施工造价较低,故应用较广。但该类方法能见度差,焊缝金属中氢的含量较高,焊接接头区易出现淬硬组织,导致焊缝质量及力学性能差,故目前不采取有效措施尚不宜用在重要海洋结构上。
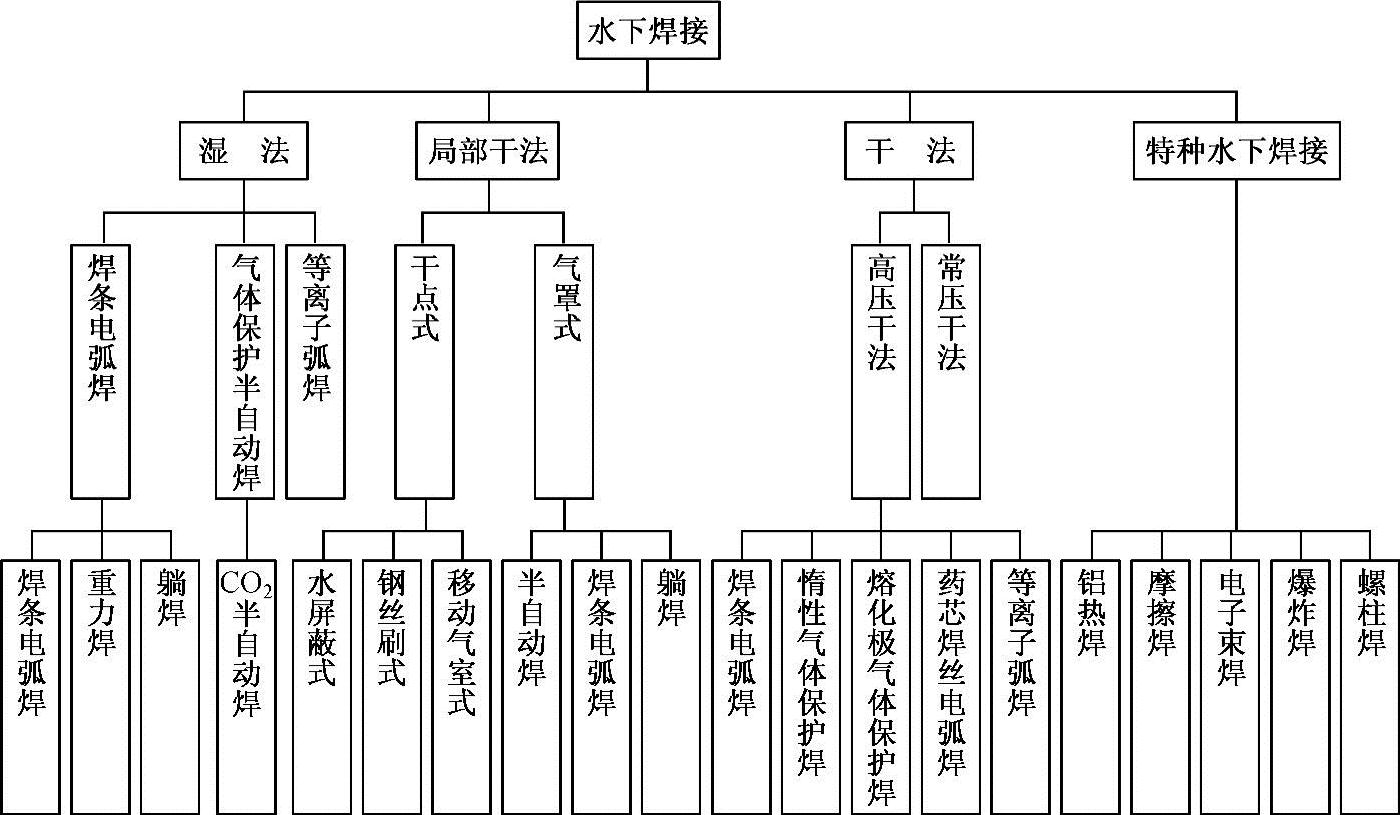
图9-2 水下焊接方法分类
2.干法水下焊接的特点
用气体将焊接部位周围的水排除,而潜水焊工处于完全干燥或半干燥的条件下进行焊接的方法称为干法水下焊接。
进行干法水下焊接时,需要设计和制造复杂的压力舱或工作室。根据压力舱或工作室内压力不同,干法水下焊接又可分为高压干法水下焊接和常压干法水下焊接。
(1)高压干法水下焊接的特点 国外自20世纪50年代初开始对该方法进行研究,并于1966年正式用于生产。使用水深已达300m,是目前水下焊接质量最好的方法之一。图9-3为一种高压干法水下焊接压力舱示意图。舱内置有焊接设备和潜水焊工生命维系系统,被焊工件的坡口处在舱内干燥的条件下,潜水焊工站在工作台上焊接操作。
高压干法水下焊接常采用的焊接方法是焊条电弧焊(SMAW)、惰性气体保护焊(GTAW)及药芯焊丝电弧焊(FCAW)。在高压条件下,GTAW的电压较稳定,常用于打底焊道的焊接。其他焊接方法熔敷率较高,常用于坡口填充焊接。等离子弧水下焊接正处于发展阶段。
(2)常压干法水下焊接的特点 这种方法是为了克服高压干法水下焊接时压力对焊接过程的不利影响而发展起来的。其焊接舱制成封闭式的,内部压力保持与陆上大气压相同,如图9-4所示。显而易见,焊接过程和焊缝质量与陆上焊接一样。
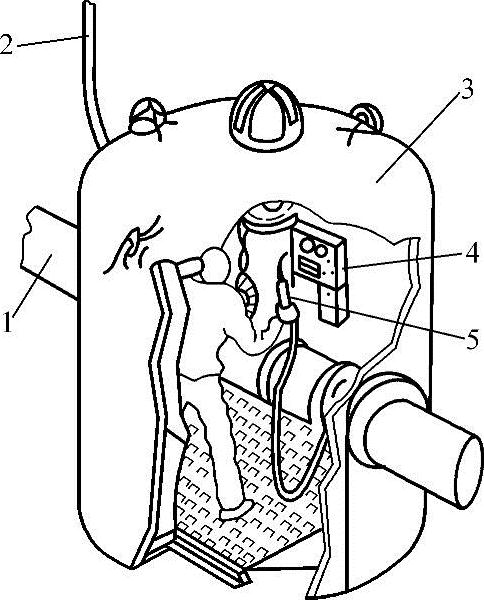
图9-3 高压干法水下焊接压力舱示意图[1](www.daowen.com)
1—工件 2—电缆 3—干室 4—焊接设备 5—焊枪
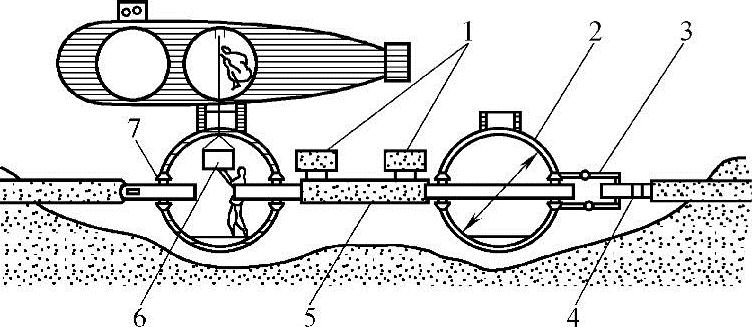
图9-4 干法水下焊接压力舱示意图[1,2]
1—浮力箱 2—气压室 3—液压千斤顶 4—闭合装置塞块 5—替换管段 6—可调节的管接头 7—活动夹钳
1977年国外曾用该法在150m水深处进行了海底管线的焊接。但这种方法和设备比高压干法焊接更复杂,施工成本也更高昂。此方法发展缓慢,应用很少,本章不再作具体介绍。
3.局部干法水下焊接的特点
潜水焊工和工件直接处在水中,采用特殊构造的排水罩罩在待焊部位,用空气或保护气体将罩内的水排除,形成一个局部气相空问而进行焊接的方法,称局部干法水下焊接,如图9-5所示。
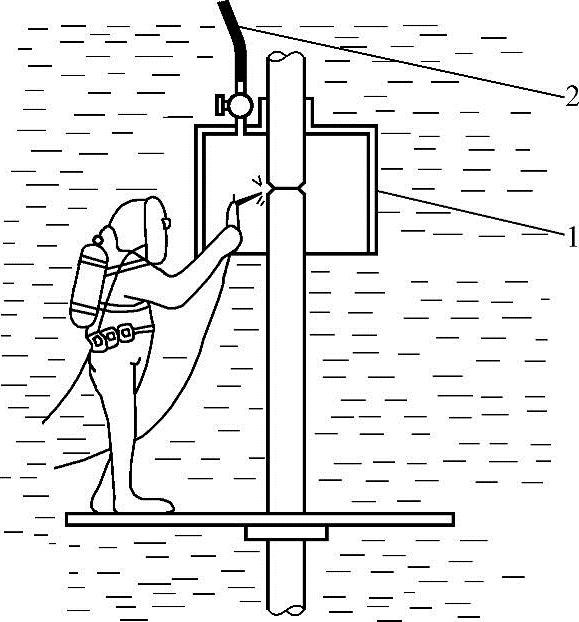
图9-5 局部干法水下焊接示意图[3]
1—排水充气罩 2—充气管
在焊接过程中局部气相空问可随电弧一起移动,也可分段移动(即焊完一段后移动一次排水罩)。这样,电弧的燃烧及熔池凝固等过程都是在气相环境中进行,因此采用这种方法可以获得接近干法的接头质量。同时由于设备简单,成本较低,又具有湿法水下焊接的灵活性,所以近20年来,这类方法越来越受到国外的关注,已开发了多种局部干法水下焊接方法,有的已用于生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







