【摘要】:在药芯焊丝电弧焊过程中,焊接电流、电弧电压对焊缝几何形状的影响规律同实心焊丝基本一致。略有差别的是焊接电流、电弧电压对药芯焊丝熔滴过渡形态的影响。图8-7所示为焊接电流、电弧电压对φ1.6mmE71T-1型药芯焊丝熔滴过渡形态的影响,图中阴影部分为喷射过渡。表8-2为不同直径药芯焊丝稳定焊接时焊接电流、电弧电压常用范围。因此厂家提供的产品使用说明书是正确选择焊接电流、电弧电压的重要依据之一。
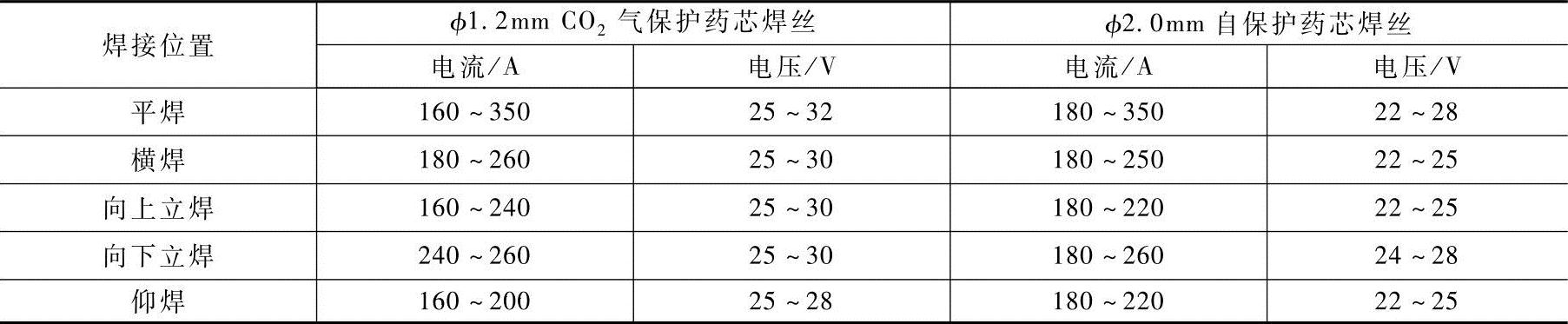
在药芯焊丝电弧焊过程中,焊接电流、电弧电压对焊缝几何形状(熔宽、熔深)的影响规律同实心焊丝基本一致。略有差别的是焊接电流、电弧电压对药芯焊丝熔滴过渡形态的影响。图8-7所示为焊接电流、电弧电压对φ1.6mmE71T-1型药芯焊丝熔滴过渡形态的影响,图中阴影部分为喷射过渡。如图8-8所示,焊接电流的适用范围很大,而电弧电压的可变范围则较小,且随着电流的增加,电弧电压应适当增加,大电流焊接时,电弧电压应足够高。这一规律对选择焊接参数有着重要的指导意义。表8-2为不同直径药芯焊丝稳定焊接时焊接电流、电弧电压常用范围。表8-3为中厚板在不同位置焊接时的焊接电流、电弧电压常用范围。
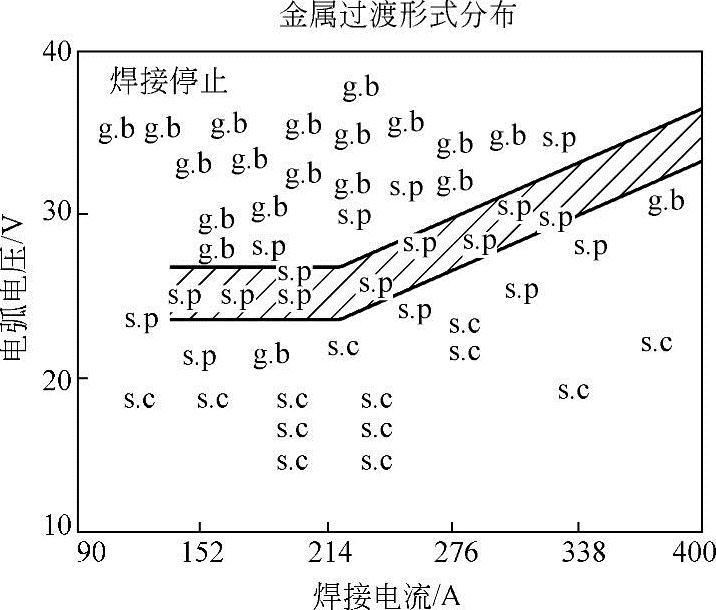
图8-7 焊接电流、电弧电压对熔滴过渡形态的影响
s.p—喷射过渡 g.b—滴状过渡 s.c—短路过渡
应注意自保护药芯焊丝因各品种之问芯部组成物差异较大,稳定焊接时的焊接参数也有较大的差异,特别是电弧电压。如某种以多种氟化物组成的自保护药芯焊丝,其稳定焊接时,电弧电压的范围为13~18V,这在使用其他焊丝时,几乎无法实现正常的焊接过程。因此厂家提供的产品使用说明书是正确选择焊接电流、电弧电压的重要依据之一。(www.daowen.com)
表8-2 不同直径药芯焊丝稳定焊接时焊接电流、电弧电压范围
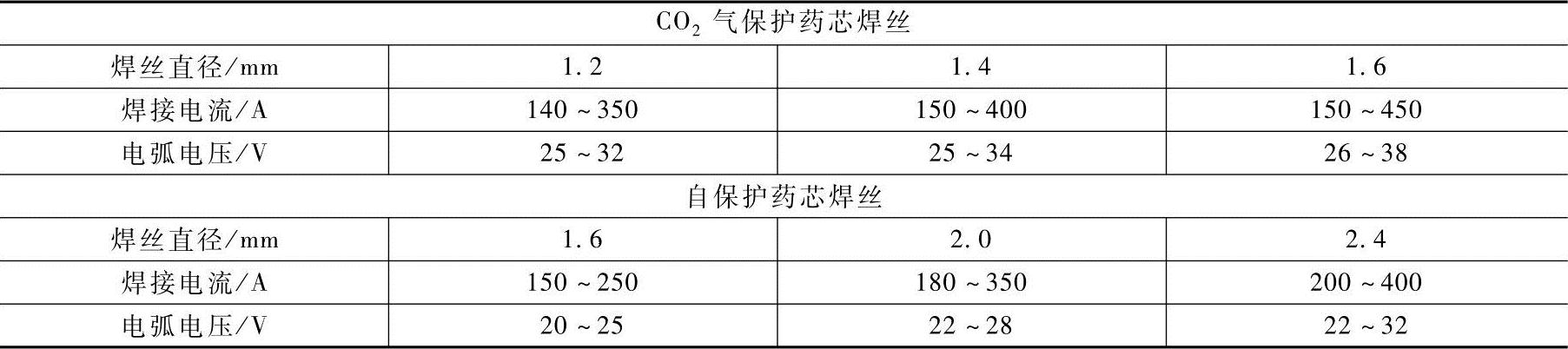
表8-3 各种位置焊接中厚板时药芯焊丝焊接电流、电弧电压常用范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊接手册.第1卷,焊接方法及设备的文章





