【摘要】:药芯焊丝专用送丝机则采用单电动机或双电动机驱动两对主动轮送丝。而药芯焊丝专用送丝机的上下送丝轮均开V形槽,变三点受力为四点对称受力,以减少焊丝横断面变形。槽内压花 药芯焊丝专用送丝机焊丝直径在1.6mm以上的送丝轮,V形槽内采用压花处理。药芯焊丝专用送丝机通过上述处理措施,在增大送丝推力的同时降低了焊丝的变形,提高了送丝的稳定性,特别是在大电流高速焊接时,效果更加明显。
实心焊丝送丝机可以正常使用加粉系数较小的药芯焊丝,如用量较大的低碳钢CO2气体保护用药芯焊丝。但要正常使用加粉系数较大的药芯焊丝则最好选用专用送丝机,如图8-5所示。药芯焊丝专用送丝机与一般实心焊丝送丝机的差别如下:
(1)两对主动轮送丝 一般实心焊丝送丝机采用单电动机驱动一只主动轮送丝。药芯焊丝专用送丝机则采用单电动机或双电动机驱动两对主动轮送丝。这样在送丝推力不变的情况下,可以减小施加在药芯焊丝上的正压力,以减少药芯焊丝横断面形状的变化,提高送丝的稳定性。
(2)上下轮均开V形槽 一般实心焊丝送丝机的上送丝轮为普通轴承,不开槽。而药芯焊丝专用送丝机的上下送丝轮均开V形槽,变三点受力为四点对称受力,以减少焊丝横断面变形。
(3)槽内压花 药芯焊丝专用送丝机焊丝直径在1.6mm(或1.4mm)以上的送丝轮,V形槽内采用压花处理。处理后的送丝轮,通过提高送丝轮的摩擦系数以提高送丝推力。不仅提高了送丝的稳定性,同时也改善了药芯焊丝通过导电嘴时的导电性能。
药芯焊丝专用送丝机通过上述处理措施,在增大送丝推力的同时降低了焊丝的变形,提高了送丝的稳定性,特别是在大电流高速焊接时,效果更加明显。(www.daowen.com)
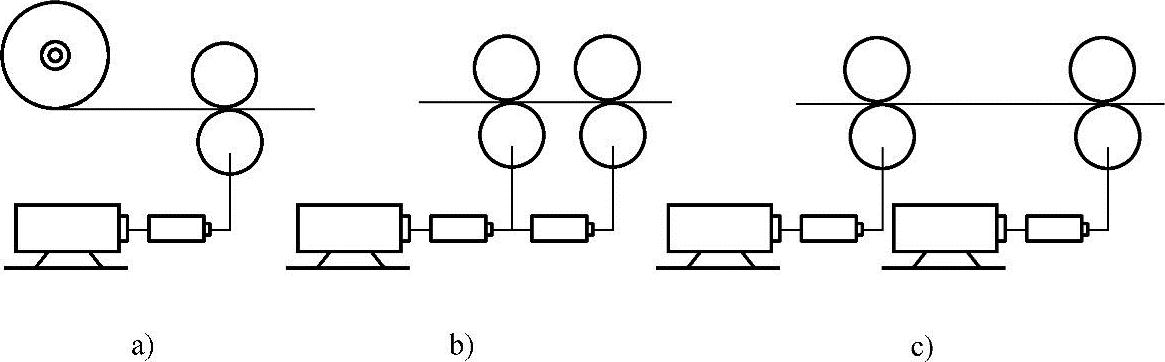
图8-5 送丝机结构示意图
a)单机单辊 b)单机双辊 c)双机双辊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





