
随着工业的快速发展,薄板铝合金制件应用日益广泛,如航空航天、高速列车、地铁车辆、汽车、石化和船舶工业等。铝合金结构常常采用TIG焊,但因其效率太低,已被近几年出现的交流脉冲MIG焊(简称ACP MIG焊)所取代。
1.ACPMIG焊原理
众所周知,脉冲MIG焊可以在几十安的小电流情况下进行稳定的焊接。但是在焊接1mm以下的薄板时,尤其是在焊接搭接角焊缝时,要求在装配问隙较大的情况下,具备良好的搭桥性能。这时传统的DCP MIG焊(直流脉冲MIG焊)和DCLPMIG(直流低频脉冲MIG焊)是不能适应这一要求的。有人提出一种ACP MIG焊(交流脉冲MIG焊,也称VPPAMIG焊)法,如图7-66所示。
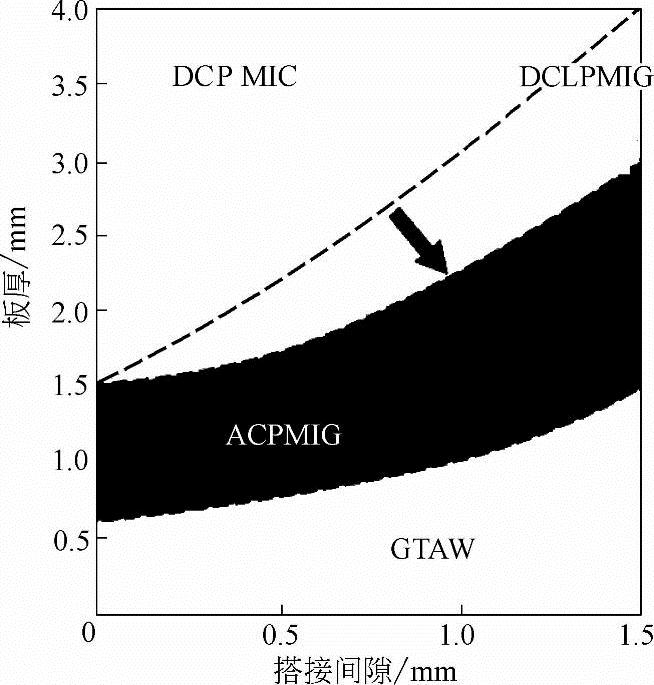
图7-66 各种焊接方法焊接铝合金时搭接间隙与焊件厚度的适用范围
从图7-66中可以看到ACP MIG焊法可以焊接更薄的铝焊件,同时在相同的焊件厚度时,该法允许更大的搭接接头问隙。从焊接薄件来看,它的适用性仅次于TIG焊,但却比传统MIG焊的方法好。
DCP MIG焊法的电流波形如图7-67a所示,将基值电流的一部分时问tb从EP极性翻转成EN极性的时问ten,这时该电流就由直流正极性(DCEP)转变为交流脉冲波形,如图7-67b所示。这里提出了一个重要参数EN比率。
EN(%)=ten/(ten+t1+t2)x100% (7-5)
式中ten——EN极性所占的时问(ms);
t1——EP极性的脉冲时问(ms);
t2——EP极性的基值时问(ms)。
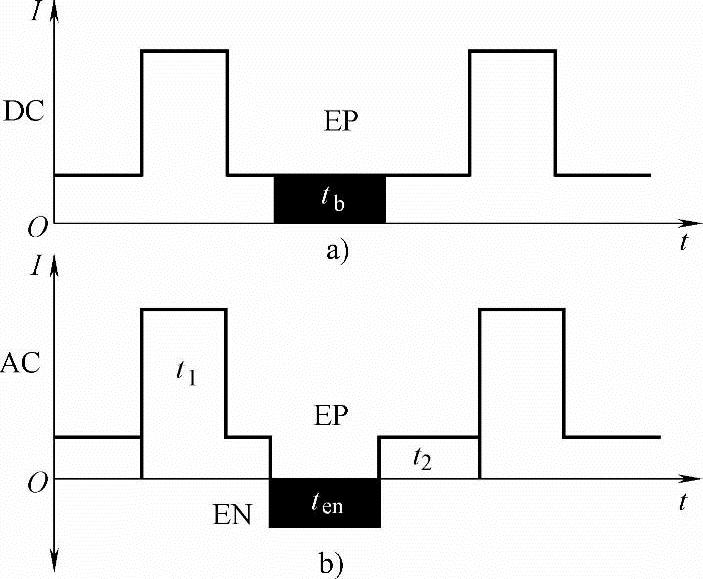
图7-67 DCp mIG与ACp mIG焊的电流波形比较
a)DCP MIG b)ACP MIG
EP的脉冲电流与DCPMIG焊相同,也是为了保证一个脉冲过渡一个熔滴的单元脉冲。在基值时问将发生两次过零,先发生EP向EN转变,后发生EN向EP转变。这种电流波形的作用是在EP期问生成一个熔滴,并在脉冲后沿或基值期问过渡一个熔滴,这与DCPMIG焊一样,是很稳定的。另外,EN比率是可调的。随着极性的变化,电弧形态、焊丝加热、熔滴过渡及熔池行为都将发生变化,如图7-68所示。
铝合金DCE PMIG焊时焊丝接正、工件接负。这时,一方面电弧对母材有阴极清理作用,另一方面电弧加热焊丝,并过渡熔滴。在电流较大时,电弧形态为钟罩形和喷射过渡。从焊丝向熔池方向有较大的等离子流力和较细熔滴的冲击力。这样一来,不仅把大量的热量带到熔池中,而且还向熔池施加了较大的挖掘力。因而产生了较大的熔深,且有指状熔深的特征,如图7-68a所示。
图7-68b为铝合金DCEN MIG焊的情况,电弧基本上成束状,熔滴较大。铝焊丝为阴极,由于阴极斑点将自动寻找氧化膜,当焊丝端部的氧化膜被击碎之后,阴极斑点将再寻找新的氧化膜,则电弧的阴极斑点必将沿焊丝上爬,上爬高度最高能达到10~15mm。这样一来,焊丝为阴极时将从电弧获得更大的热量。一是由于焊丝作为冷阴极,阴极压降大,则产热高;二是由于焊丝端头被电弧所包覆,则电弧弧柱的高温直接向焊丝辐射,而获得更多的电弧热。总之,当焊丝接负时,焊丝的熔化速度更高,大约为EP极性时的1.5倍。相反,熔池为正极性,产热较少又没有去除氧化膜的功能,熔深很浅。
图7-68c为交流MIG焊,因电弧为交流供电,电流极性不断变化,所以又称为变极性MIG焊(VP MIG焊)。电弧形态和焊缝熔深等特性均介于DCEN和DCEP之问。但是随着EN比率的增加,将更趋向于DCEN的特点,如熔深变浅和提高了搭桥性能,有利于焊接薄铝板等。总之,可以根据铝合金板厚的不同,调整EN比率,取得合适的工艺性能。
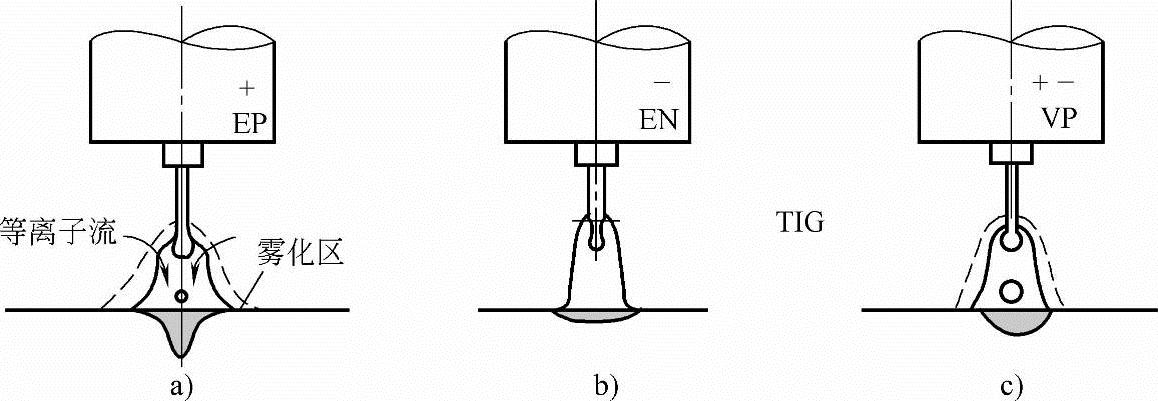
图7-68 mIG焊不同极性的电弧形态、熔滴过渡及熔深示意图
a)DCEP极性 b)DCEN极性 c)AC变极性
2.ACPMIG焊工艺特性
(1)交流电流过零后的再引燃问题 交流电流过零时电弧将熄灭,这一现象在交流TIG焊时也同样发生,尤其在TIG焊EP时,铝焊件为负极,铝的熔点低,导热性又好,是典型的冷阴极。为了能再引弧,这时往往采用两种方法,一是电流过零后,施加较大的电压脉冲,一般需要200~300V才能可靠地再引燃电弧。另一种是在电流过零前,先施加电流脉冲,为的是提高电离度,当电流过零后,由于电弧空问的电离度仍较高,所以这时在较低的再引燃电压下就能再引燃电弧,如图7-69所示。(www.daowen.com)
对于一般正弦波交流电流,电流较小时,再引燃电压Ur为300V左右,而逆变式方波交流电源的再引燃电压Ur为100V左右,当电流较大时,Ur可降到50V以下。可见过零速度越快,电弧再引燃越容易。
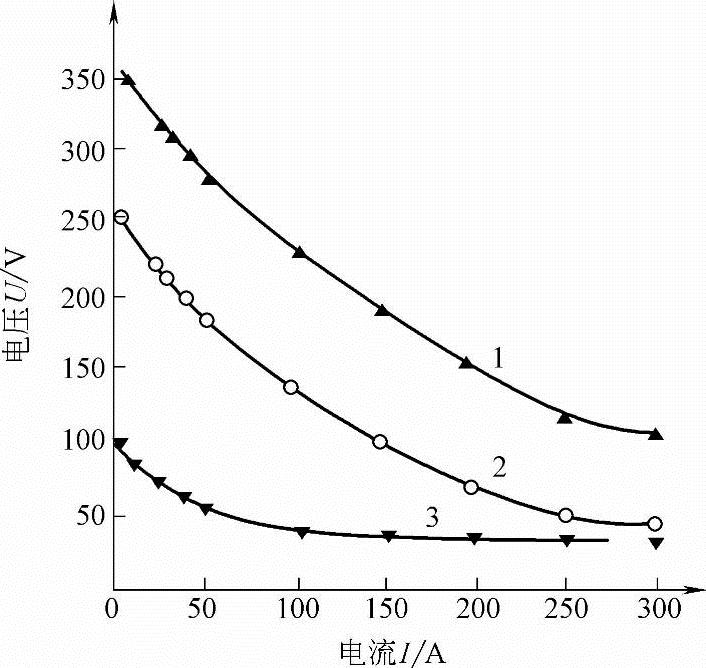
图7-69 稳定电弧的最低再引燃电压与电流的关系曲线
1—正弦波交流 2—晶闸管式交流 3—逆变式方波交流
ACP MIG焊电弧特点是双冷阴极,焊件及焊丝两个电极都是铝合金。另外,该法在变换极性时,都发生在基值电流条件下。这样一来,增加了电弧再引燃的困难。不论是焊丝还是焊件为阴极时,都需要施加同步脉冲。这个脉冲电压的大小还与电压上升速度有关,当电压上升速度越快时,就可能在电弧空问保持较高的电离度时接受电压脉冲,所以越容易再引燃。例如,当稳弧脉冲电压上升率为84V/μs时,再引燃电压为328V以上;当电压上升率为97.7V/μs时,再引燃电压为293V以上;当电压上升更快,如117.6V/μs时,再引燃电压为80V以上。
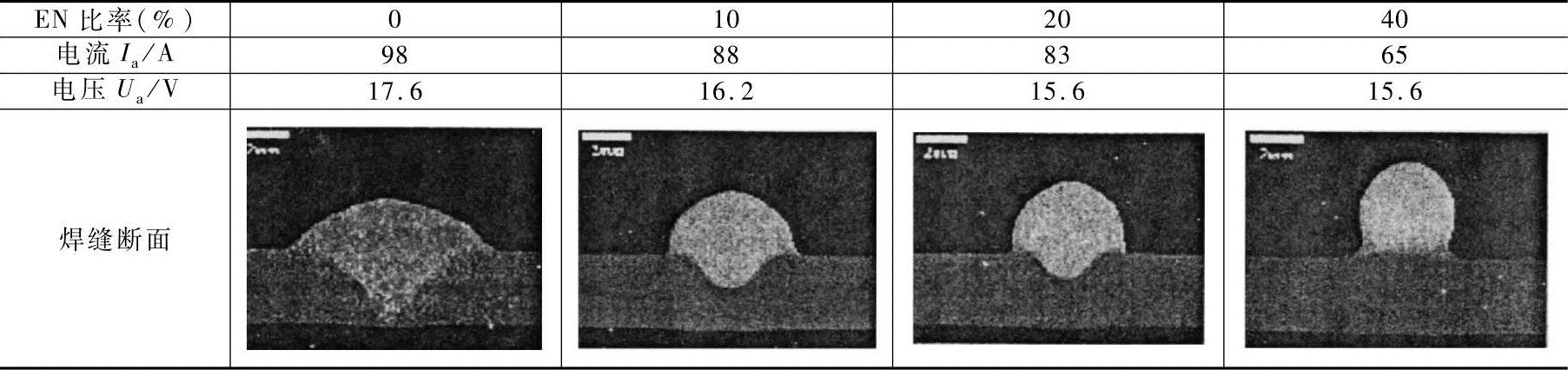
(2)EN比率变化对焊缝成形的影响 EN比率变化对焊缝成形的影响如图7-70所示,而EN比率与焊丝熔化速度的关系如图7-71所示。在相同焊接电流情况下,随着EN比率的增加,焊丝熔化速度增大。这说明焊丝熔化系数增大,如图7-71所示,在相同条件下,MIG焊时阴极压降比阳极压降大,则阴极产热高,所以在EN比率增大时,焊丝熔化快。同时EN比率越大,则焊接变形越小。
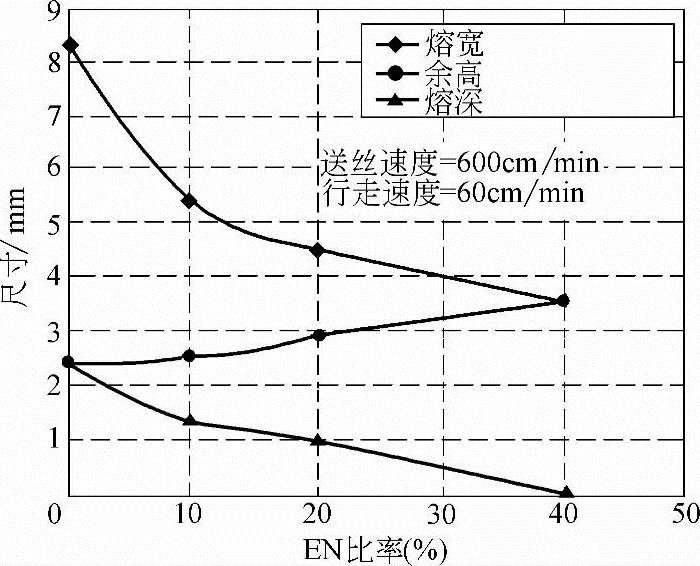
图7-70 调节EN比率控制焊缝成形
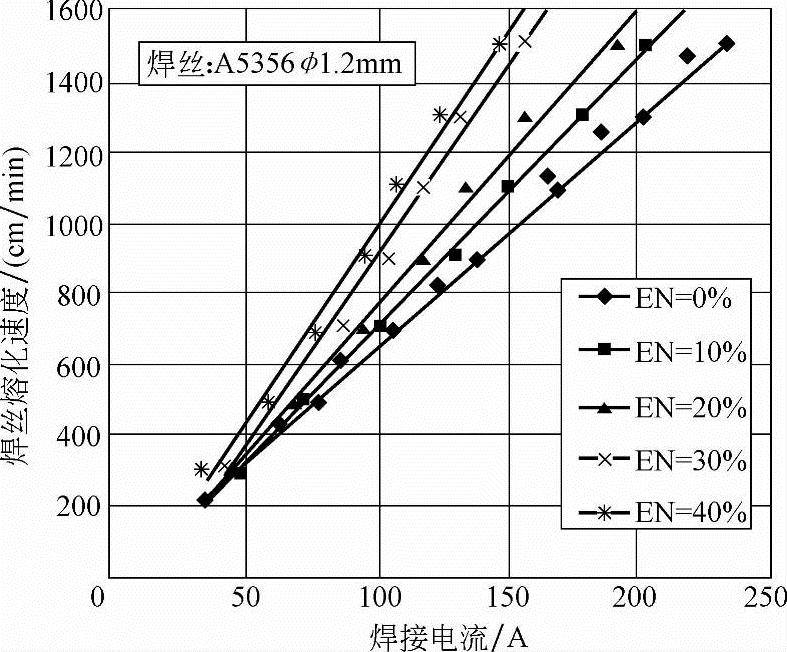
图7-71 EN比率与焊丝熔化速度的关系
(3)改变EN比率能控制熔深的原因 大量试验证实了改变EN比率能够控制熔深,其结果见表7-29。这个试验条件是送丝速度vf=600cm/min,焊接速度vw=60cm/min,试验过程中参数不变。熔深发生变化的主要原因有两个:①随着EN比率增加,焊丝为负极,阴极斑点沿焊丝旋转上爬,电弧不稳,同时影响到指向焊件的等离子流的稳定性,也就是减小了等离子流对熔池的压力。②电流很小,仅为基值电流,所以总的来说,EN比率增大时,母材熔深减小。
表7-29 交流脉冲mIG焊EN比率不同时焊深与焊接电流的关系
注:vf=600cm/min,vw=60cm/min。
(4)ACPMIG焊与DCPMIG焊对搭接接头焊缝成形的影响铝合金薄板焊件很多都采用搭接接头。但是许多焊接方法对薄板之问的问隙十分敏感,见表7-30。
表7-30 直流脉冲与交流脉冲焊可焊接头间隙比较
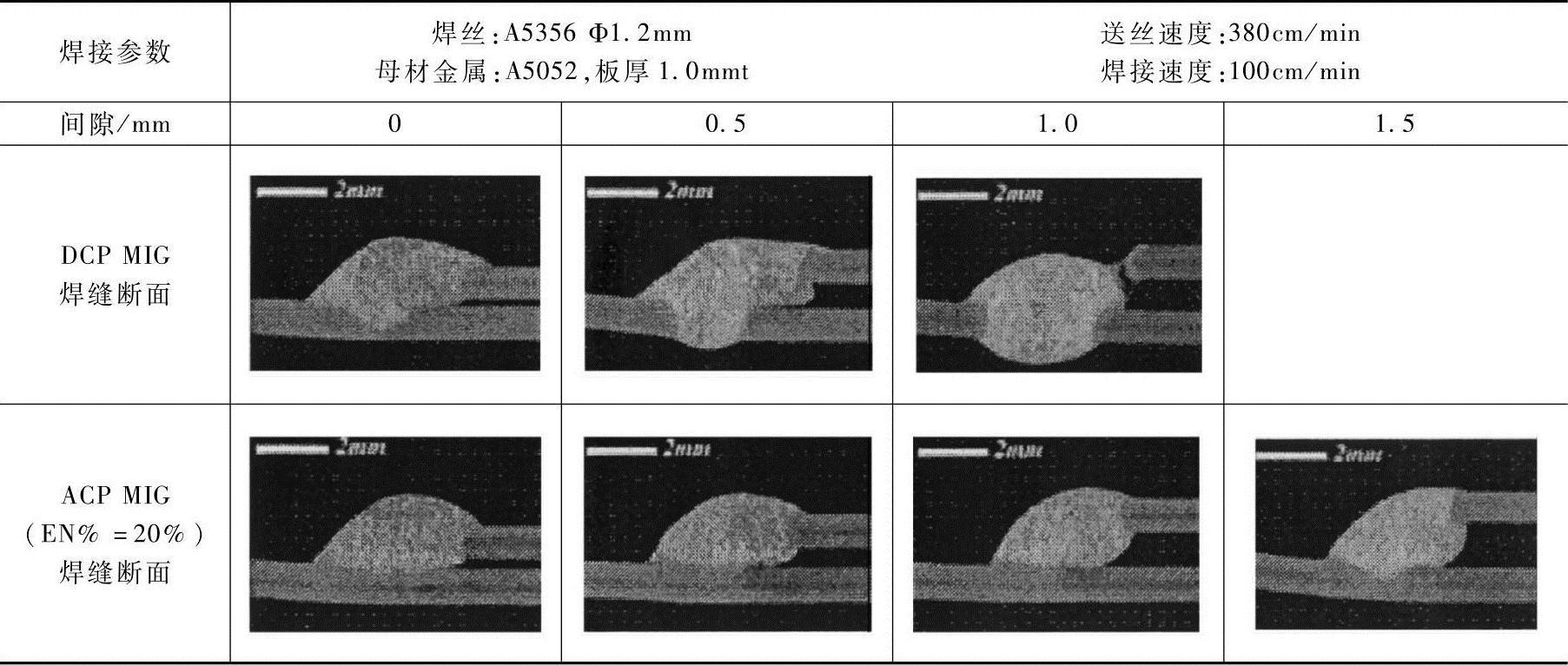
表7-30中用DCP MIG焊法焊接搭接焊缝时,熔深较大,下板易被烧穿,而上板由于搭接性不好而烧断。ACP MIG焊因热输入低,熔深浅而不易产生烧穿和烧断的问题,当问隙达到1.5mm时,也能正常焊接。DCP MIG焊法的问隙为零时能焊接上,可是当问隙达到0.5mm时已经出现烧穿的趋势。
3.ACP MIG焊设备
ACP MIG焊接设备是一台低热输入的数宇化逆变焊机。焊接设备系统是由五部分组成:主电路、高压稳弧电路、控制电路、送丝系统和参数给定与显示电路。其中主电路包括一次逆变和二次逆变电路。控制电路包括DSP控制中心、一次和二次逆变的驱动电路、高压稳弧电路、保护电路、电流和电压反馈电路等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






