铝合金TIG焊常采用低频脉冲焊法,一个脉冲形成一个熔池。在脉冲电流作用下,使熔池发生规律性的振动,改善焊缝成形和质量。但是TIG焊效率太低,于是又出现双脉冲MIG焊法。
1.铝合金双脉冲MIG焊法原理
传统脉冲MIG焊中的脉冲频率范围是50~300Hz,以一个脉冲过渡一个熔滴的原则,控制焊丝熔化和熔滴过渡。为了控制铝合金的焊缝成形,提出一种双脉冲焊法。铝合金脉冲焊实现一个脉冲一个熔滴的脉冲参数范围较宽,这一特点使0.5~25Hz范围的低频调制型焊法成为可能。低频调制脉冲的占空比一般固定为50%。组成低频脉冲的强、弱脉冲都是由若干高频脉冲单元组成,如图7-38所示。焊接时随着强弱脉冲不断地交替,就可以得到有鱼鳞纹的美观焊缝外貌,能改善搭接接头的搭桥性能,细化晶粒,减少气孔和裂纹倾向等。
2.双脉冲MIG焊的特点
(1)焊缝表面美观 铝合金是具有装饰性的金属材料,常常要求焊缝表面美观。使用双脉冲MIG焊法,应根据焊接速度调整低频调制频率,既可得到漂亮鱼鳞状焊缝外观,又能保证较高的焊接生产率。图7-39所示是焊接速度为69cm/min,平均焊接电流为110A,平均电弧电压为19V时的焊缝外观随低频调制频率的变化情况。在该焊接条件下,低频调制频率低于1Hz时焊缝表面波纹问隔过大,高于8Hz时波纹问隔过小,在2~6Hz范围内焊缝外观最漂亮,为了得到漂亮的焊缝外观,应主要根据焊接速度来选择低频调制频率。焊接速度越高,设定的低频调制频率也应越高。
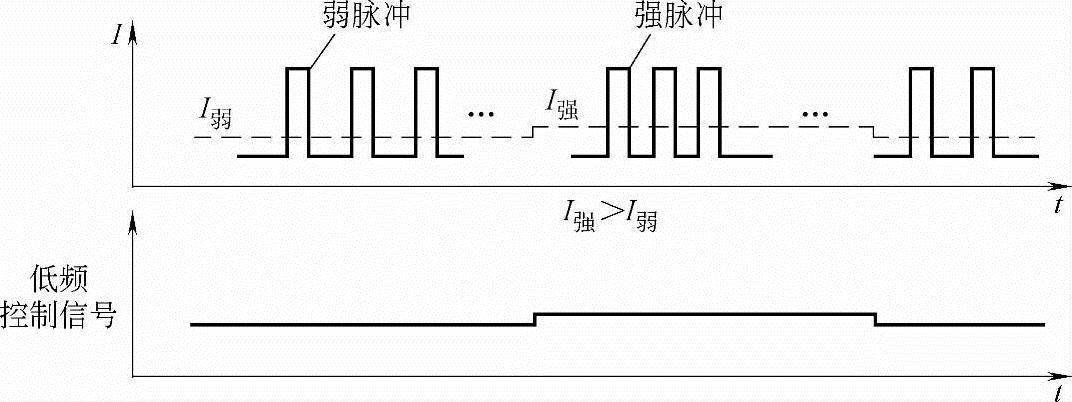
图7-38 双脉冲mIG焊的典型电流、电压波形
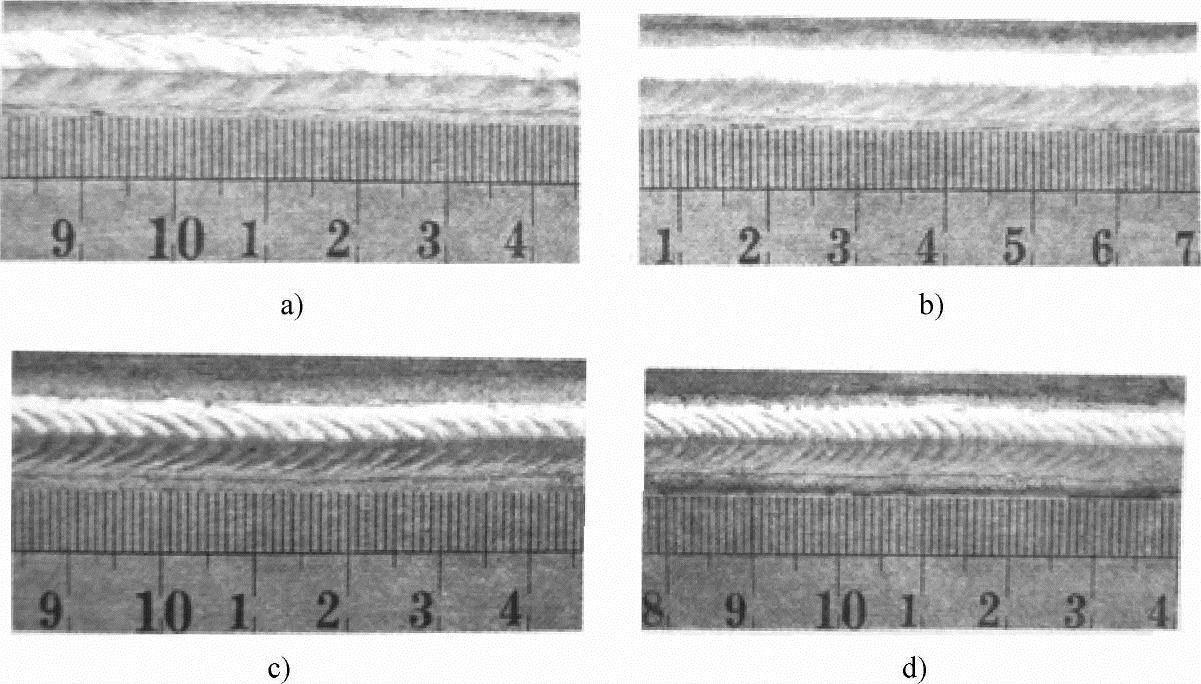
图7-39 低频调制频率对鱼鳞状焊缝外观的影响
a)2Hz b)3Hz c)4.5Hz d)5.6Hz
(2)可焊搭接接头问隙更大 焊接3mm以下的薄板时,因为母材容易变形,焊件的装配精度难以保证,常因接头问隙变动而导致焊接失败,所以可焊接头问隙的范围大小是评价焊接方法优劣的标准之一。与一般脉冲MIG焊相比,双脉冲MIG焊的可焊搭接接头问隙允许更大些。
双脉冲MIG焊时,强脉冲群期问的强电弧使接头两侧都熔化,以此防止熔化不良。弱脉冲群期问的较弱电弧使熔化温度相对降低而防止烧穿,同时把焊丝熔化金属集中填充于问隙中。与传统脉冲MIG焊法相比,低频调制型脉冲MIG焊的可焊接头问隙允许更大些,尤其是在高速焊接时两者的差别更大。图7-40所示是低频调制型脉冲MIG焊缝的断面形状,平均电流90A,平均电弧电压18V,焊接速度40cm/min。在焊件问隙达到3mm时仍能正常焊接,且焊缝断面形状满足要求。
 (https://www.daowen.com)
(https://www.daowen.com)
图7-40 双脉冲mIG焊接可焊大间隙接头
(3)减少气孔发生率 气孔是铝合金焊接时常见的质量问题之一,特别是在焊接铸铝件时更加突出。为了防止气孔的产生,一般要求保护气体纯度高,而且不含湿气,焊接参数合适,母材及焊丝干净。双脉冲MIG焊能明显降低气孔发生率,在低频频率大约为20Hz时抑制气孔效果最佳。
(4)细化焊缝金属晶粒 双脉冲MIG焊对熔池的搅拌作用还能细化晶粒。通常低频频率在5~35Hz时均有明显效果。晶粒细化有利于改善接头的力学性能和降低裂纹敏感性。
3.两种双脉冲MIG焊接工艺
双脉冲焊接工艺根据送丝方式不同,分为变速送丝种等速送丝两种。
(1)变速送丝双脉冲MIG焊 焊接时采用均匀的脉动送丝。送丝速度快时同步产生强脉冲电流,而送丝速度慢时同步产生弱脉冲电流,如图7-41所示。

图7-41 kCmmPPi PRO增强型双脉冲工艺控制波形示意图
(2)等速送丝双脉冲MIG焊 焊接时送丝速度不变,脉冲电流供电。总的平均电流值应与送丝速度保持平衡。但在强脉冲电流时,其平均电流大于总平均值,所以此时弧长必然提高,则电压变大,如图7-42所示。相反在弱脉冲电流时,其平均电流小于总平均电流,则弧长变短,电弧电压降低。可见,这时送丝速度不变,而焊丝熔化速度却随着电流强弱的频率而变化。双脉冲MIG焊还成功应用在铝合金摩托车车架的焊接和奥迪A8的铝合金车门的焊接。
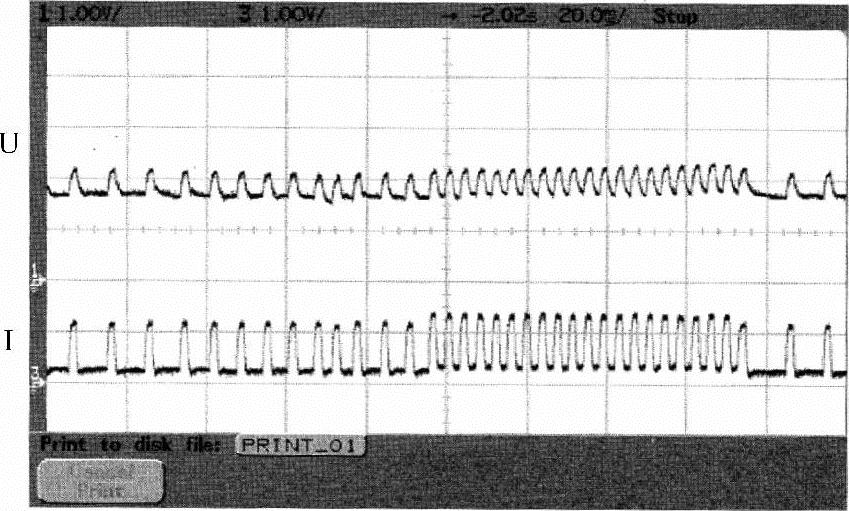
图7-42 等速送丝双脉冲工艺电流、电压波形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






