
窄问隙熔化极气体保护焊是传统熔化极气体保护焊的一种特殊方法。它是用于焊接厚板的多道多层焊接技术。对接坡口问隙较小,大约为13mm,典型的窄问隙焊接坡口形式示于图7-36。该技术主要用于焊接碳钢和低合金钢的厚板,是一种高效和变形小的焊接方法。
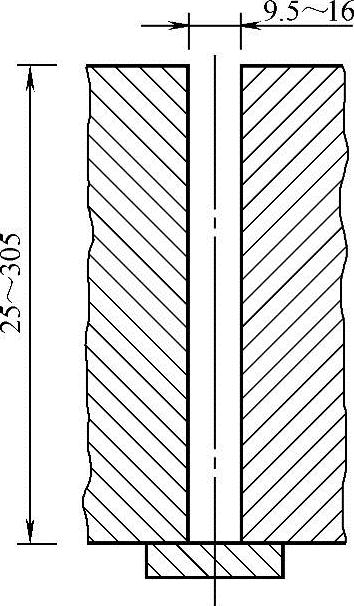
图7-36 窄间隙GmAW的典型坡口形式
由于焊接坡口问隙小,所以要求采用专用焊枪,保证焊丝和保护气能送到焊接电弧处。应使用水冷导电嘴和从板材表面输入保护气体的喷嘴。通常采用一个或两个导电嘴送进细焊丝。可以用脉冲电流或直流反接射流过渡焊接。
在应用窄问隙气体保护焊技术时,因为使用细焊丝,导电嘴都深入到窄坡口中,并使焊丝对准工件的侧壁与坡口的尖角。在全位置焊接时,必须提高焊速,为的是降低热输入和形成小的焊接熔池。典型的焊丝送进技术如图7-37所示。
如图7-37a所示,可控方向的两根焊丝和两个导电嘴可以按前后排列,电弧分别指向各自的坡口侧面,并焊出一系列搭接角焊缝。单焊丝依靠摆动技术也可得到同样的效果,如图7-37b、c所示,这时通过导电嘴在坡口内对称摆动,带动焊丝和焊接电弧指向坡口两侧的尖角处,但是由于导电嘴到坡口面的距离太小,所以这项技术常常不易可靠地实现和难以应用。
由于在窄问隙中移动焊枪较难,所以还有一些不需摆动焊枪的方法,如图7-37d,e所示。图7-37d中,焊丝通过摇摆装置、送丝轮和坡口中的导电嘴进入到待焊处,摇摆器带动焊丝左右摇摆和通过旋转的送丝轮,使焊丝弯曲成波浪状,并送进导电嘴中,经过导电嘴的矫直作用。可是通过导电嘴后,焊丝又恢复了波浪形。该波浪形焊丝的端头从窄问隙坡口的一侧不断地摆动到另一侧。这项技术是在很窄的坡口中也能摆动电弧,而导电嘴却始终保持在坡口的中心。
图7-37e中,导电嘴也保持在坡口中心,可是其中的焊丝却是将两根焊丝绞合在一起成为麻花状。当把它送进坡口问隙后,在二根焊丝端头产生电弧,该电弧连续绕导电嘴中心旋转。并指向两侧,产生足够的熔深。
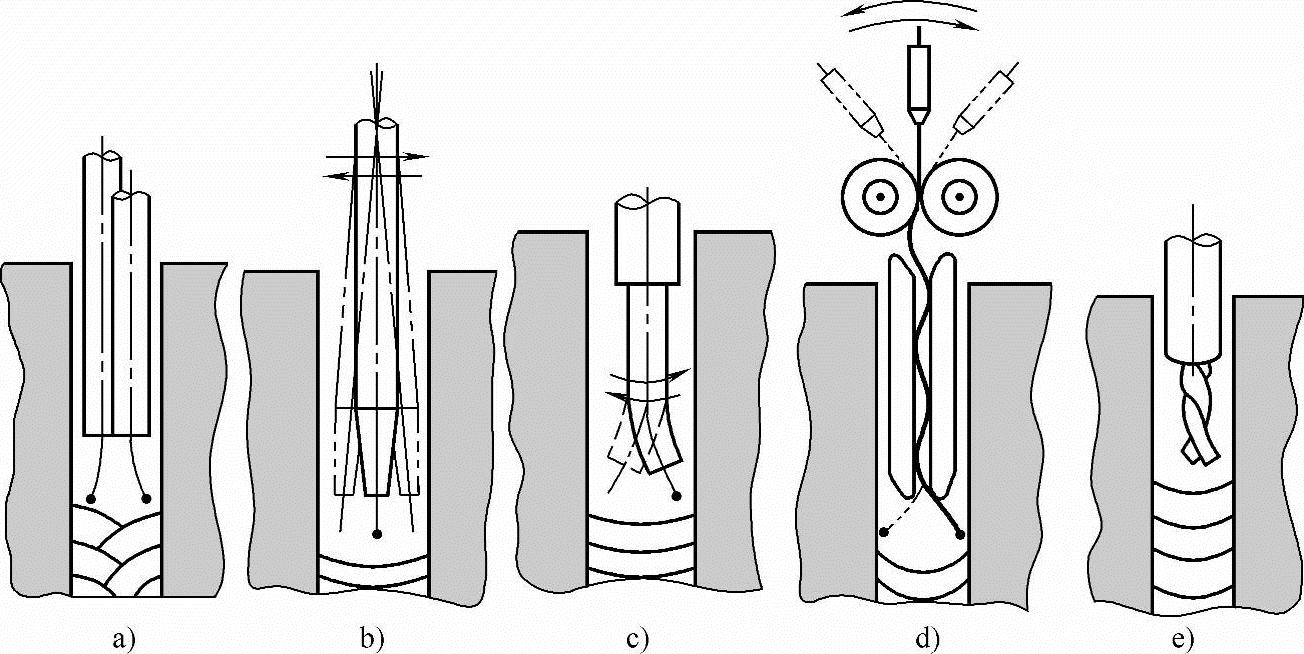
图7-37 窄间隙GmAW的典型焊丝送进技术(www.daowen.com)
a)前后交错双丝 b)摆动单焊丝 c)编织单焊丝 d)预弯单焊丝 e)预绞成麻花状双丝
从上述可见,电弧摆动技术往往需要特殊的送丝装置。显然,这是较复杂的。于是有人采用粗丝技术(粗丝直径为φ2.4~φ3.2mm),可以将粗丝直接通过导电嘴送进坡口中心,不需摆动电弧便可以熔化坡口两侧的金属,而产生无缺陷的焊缝。可见,该法是一种简单、可靠的方法,但是由于采用粗丝和大电流,而不宜用于空问位置焊接,一般仅限于平焊。
与其他电弧焊方法相比,窄问隙焊接具有如下优点:
1)残余应力小和变形小。
2)焊接热影响区小,所以接头性能好。
3)经济性好,尤其是焊接50mm以上厚板时。
主要缺点是:
1)比较容易产生缺陷,主要是未焊透和夹渣。
2)当产生缺陷时难以排除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






