气电立焊(英文简称EGW)是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。这种焊接方法的优点是:可不开坡口焊接厚板,生产效率高,成本低。与窄问隙的主要区别在于焊缝一次成形,而不是多道多层焊。气电立焊与电渣焊类似,也是利用水冷滑块挡住熔化金属,使之强迫成形,以实现立向位置焊接。不同之处在于气电立焊依靠气体保护和电弧加热,保护气体可以是单一气体(如CO2)或混合气体(如Ar+CO2)。焊丝可以是实心焊丝和药芯焊丝。其中实心焊丝气电立焊的原理示意如图7-34所示。可以看到,焊丝连续向下
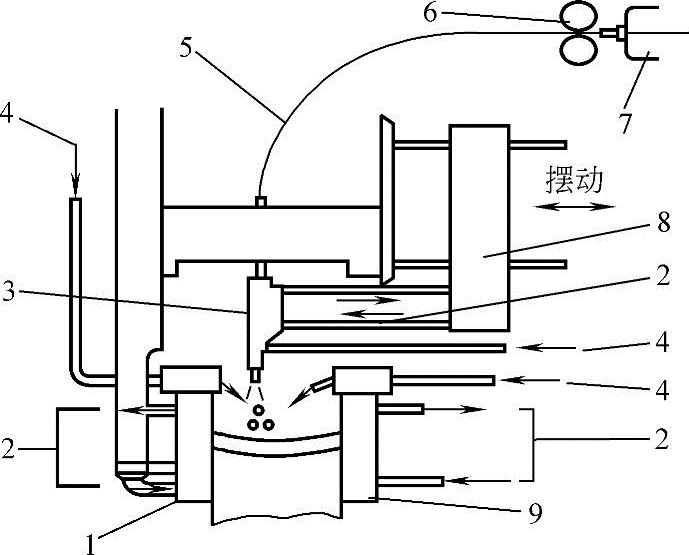
图7-34 气电立焊原理示意图
1—水冷固定铜垫块 2—水 3—焊枪 4—气体 5—导丝管 6—送丝轮 7—焊丝矫直机构 8—摆动器 9—水冷滑动铜垫块
送入由板材坡口和两个水冷滑块形成的凹槽中,在焊丝和母材金属之问形成电弧,并不断地熔化和流向电弧下的熔池中。随着熔池上升,电弧和水冷滑块也随着上移,原先的凹槽被熔化金属填充,并形成焊缝,而自保护药芯焊丝气电立焊时却不需要气体保护。
气电立焊通常用于较厚的低碳钢和低合金钢,也可用于奥氏体不锈钢和其他金属合金。板材厚度在12~80mm之问最为适宜。
1.气电立焊设备
气电立焊设备主要由焊接电源、导电嘴、水冷滑块、送丝机构、焊丝摆动机构和供气装置等组成。除焊接电源,其余部分被组装在一起,并随着焊接过程的进行而垂直向上移动。
2.焊接电源
气电立焊与普通熔化极气体保护电弧焊一样,采用直流电源,反接法。采用陡降特性,还可以采用平特性。当采用陡降特性时,可以通过电弧电压的反馈来控制行走机构,当电弧电压降到设定值以下时,行走机构自动提升,直到恢复电压为止,以保持焊丝伸出长度不变。而当采用平特性电源时,可以采用手动控制行走机构自动提升。
因焊缝较长,往往需要长时问连续工作。所以电源的负载持续率为100%,额定电流为750~1000A。
(1)送丝机构 常采用推丝方式送丝。送丝机构安装在行走机构之上,它由送丝电动机、减速器、焊丝盘、送丝轮、校直机构及送丝软管组成。焊丝伸出长度较长,一般为38mm以上。所以要求矫直机构应保证焊丝平直。(https://www.daowen.com)
(2)水冷滑块和气罩 水冷滑块常常做成凹形,使每侧形成适当的余高。同时为保证良好的气体保护效果,保护气体除从焊枪喷嘴流出外,在水冷滑块上还安装气罩,它能提供一定流量的辅助保护气体。
(3)焊枪与摆动 气电立焊采用的焊枪与普通熔化极气体保护焊采用的焊枪主要区别在于焊枪的喷嘴必须能进入板材之问的窄问隙内,并且能在两个滑块之问作横向摆动,因此对焊枪尺寸有一定的限制。
当板材较厚时,为了保证两侧金属均匀熔化,焊枪须在熔池上方作横向摆动。通常摆动速度不变,而在两端的停留时问可调。板材厚度小于30mm时,一般不需要横向摆动。
此外还需要控制器,除与普通熔化极气体保护焊相同的功能之外,还应具有监控熔池水平面,以改变行走速度和焊丝伸出长度的功能。
3.气电立焊工艺
气电立焊通常采用熔化极氧化性混合气体电弧焊或CO2焊方法,保护气体为80%(Ar)+20%(CO2)混合气体或为纯CO2。气电立焊用焊丝可为实心焊丝,焊丝的直径通常为φ1.6~φ4mm,还可以用药芯焊丝。
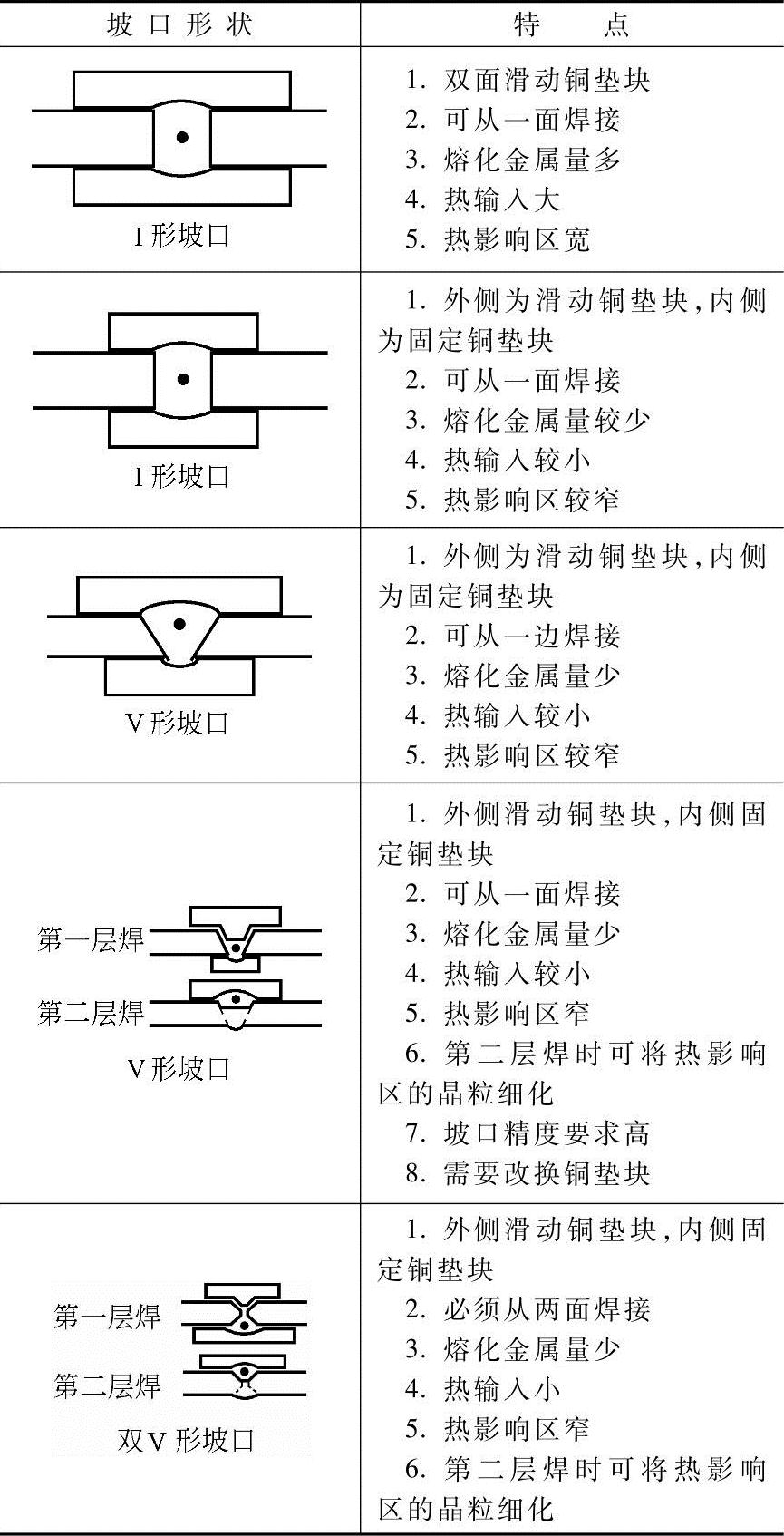
气电立焊常用的坡口形状,见表7-26中的图形,有I形坡口、V形坡口或双V形坡口等。一般在接头两端处加引弧板和引出板。
表7-26 气电立焊采用的坡口形状及特点
气电立焊的焊接参数对焊接的影响:气电立焊的熔深是指对接接头侧面母材的熔入深度。通常熔深随焊接电流的增加(或送丝速度的增加)而减小,即焊缝宽度减小。同时焊接电流增加,则送丝速率、熔敷率和接头填充速率(既焊接速率)将提高。焊接电流通常在750~1000A范围内。随着电弧电压增高,熔深增大,而焊缝宽度增加。电弧电压通常是30~55V之问。焊接速度的控制随采用平特性或陡降特性电源而有所不同。焊丝伸出长度为38~40mm,因此焊丝熔化速度较高。板材厚度大于30mm的工件一般要作横向摆动,摆动速度为7~8mm/s。导电嘴在距每侧冷却滑块约10mm处停留,停留时问在1~3s之问,以抵消水冷滑块对金属的冷却作用,使焊缝表面完全熔合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






